卤素灯制造工艺流程工序一、泡壳制造1锯管1
1锯玻璃管1
1调整好定位块的位置1
2平推玻璃管到砂轮上锯断1
3锯管员工对首件产品测量尺寸1
4锯管员工全检锯管外观质量1
5巡检定期检测锯管长度1
6用水清洗锯好的玻璃管1
7清洗好的玻璃管放入洪炉烘干1
2锯排气管1
1调整好锯管机定位1
2将长排气管平压到机台锯断1
3锯管员工自检锯管长度及外观质量2
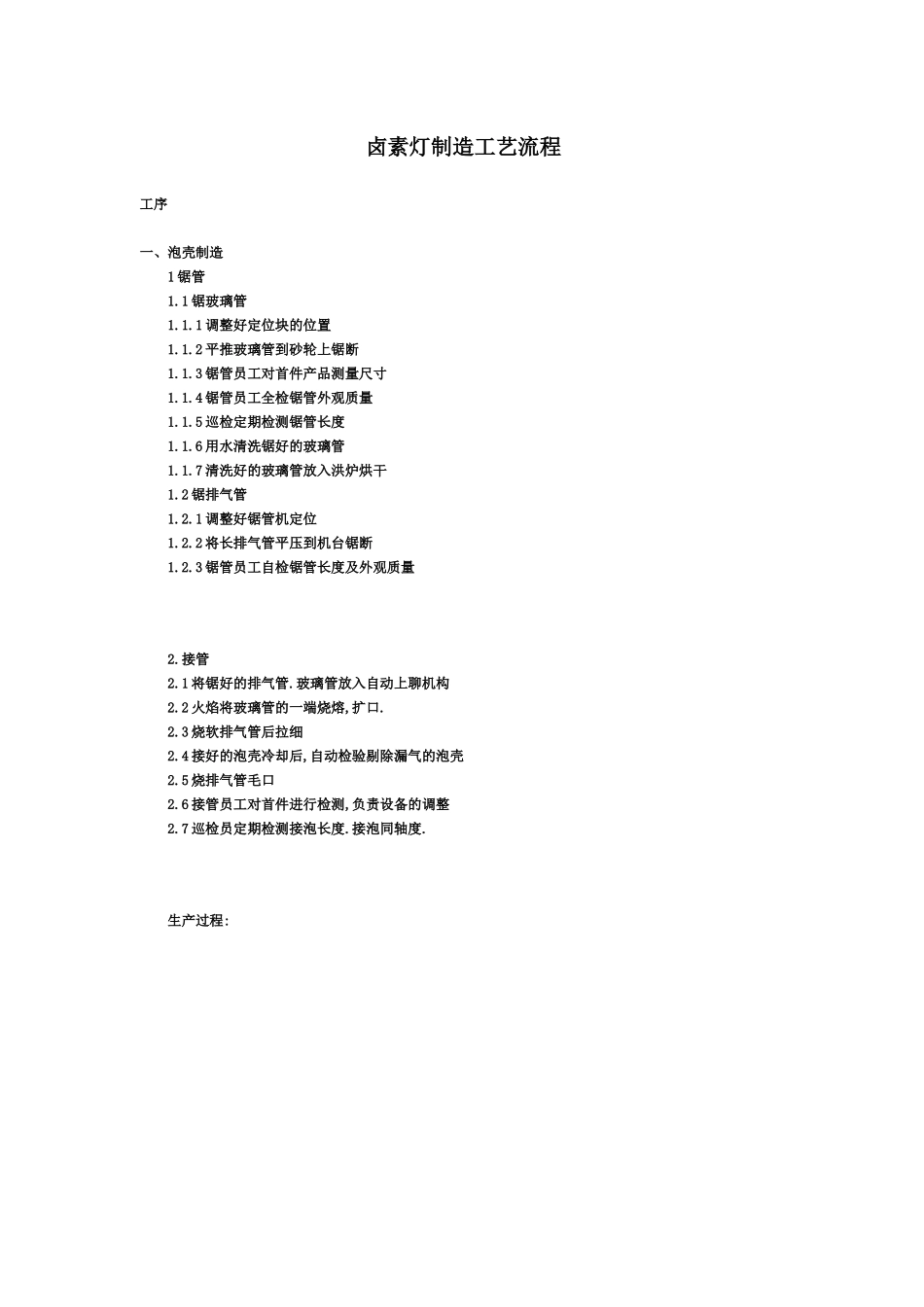
1将锯好的排气管
玻璃管放入自动上聊机构2
2火焰将玻璃管的一端烧熔,扩口
3烧软排气管后拉细2
4接好的泡壳冷却后,自动检验剔除漏气的泡壳2
5烧排气管毛口2
6接管员工对首件进行检测,负责设备的调整2
7巡检员定期检测接泡长度
生产过程:二
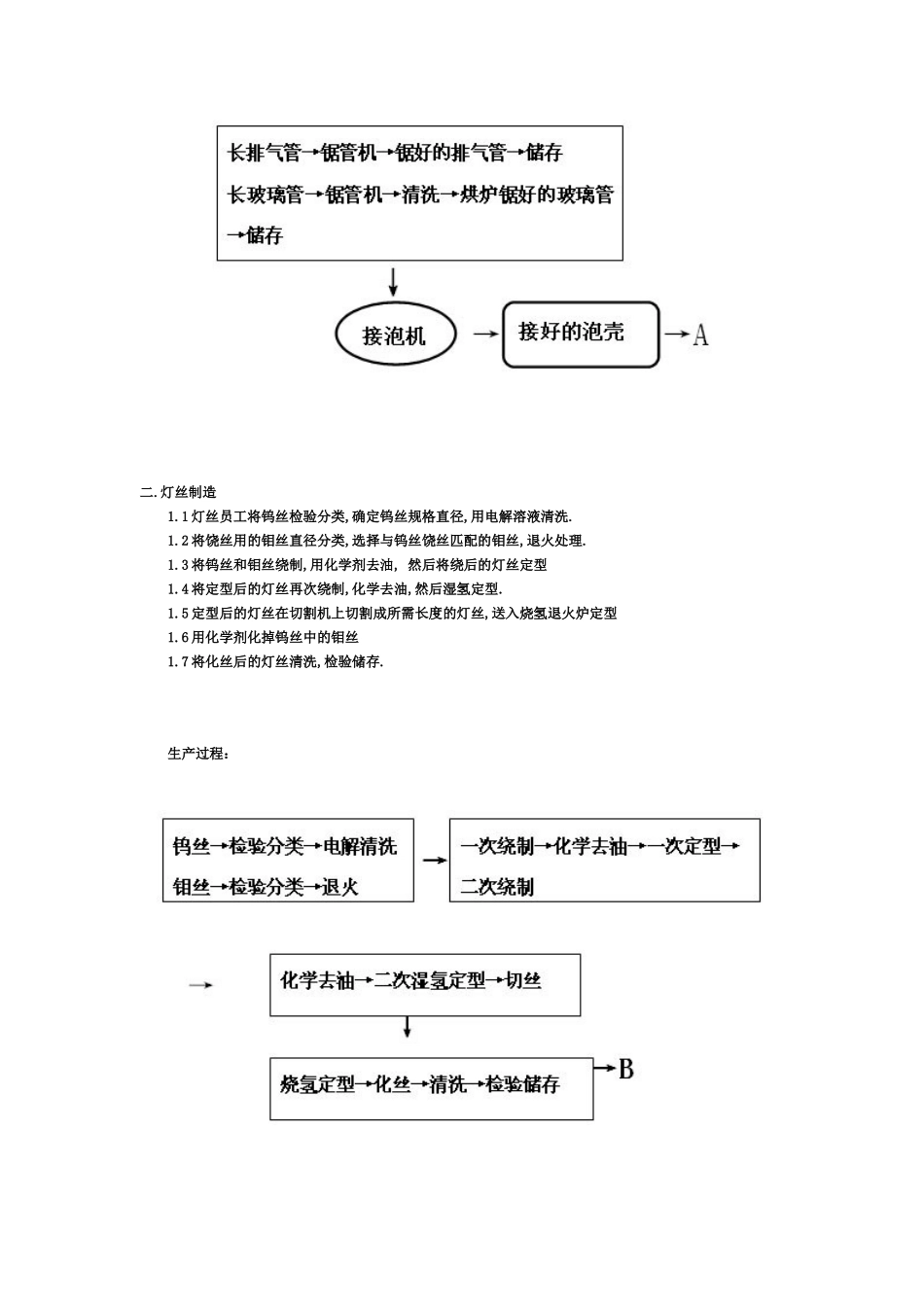
1灯丝员工将钨丝检验分类,确定钨丝规格直径,用电解溶液清洗
2将饶丝用的钼丝直径分类,选择与钨丝饶丝匹配的钼丝,退火处理
3将钨丝和钼丝绕制,用化学剂去油,然后将绕后的灯丝定型1
4将定型后的灯丝再次绕制,化学去油,然后湿氢定型
5定型后的灯丝在切割机上切割成所需长度的灯丝,送入烧氢退火炉定型1
6用化学剂化掉钨丝中的钼丝1
7将化丝后的灯丝清洗,检验储存
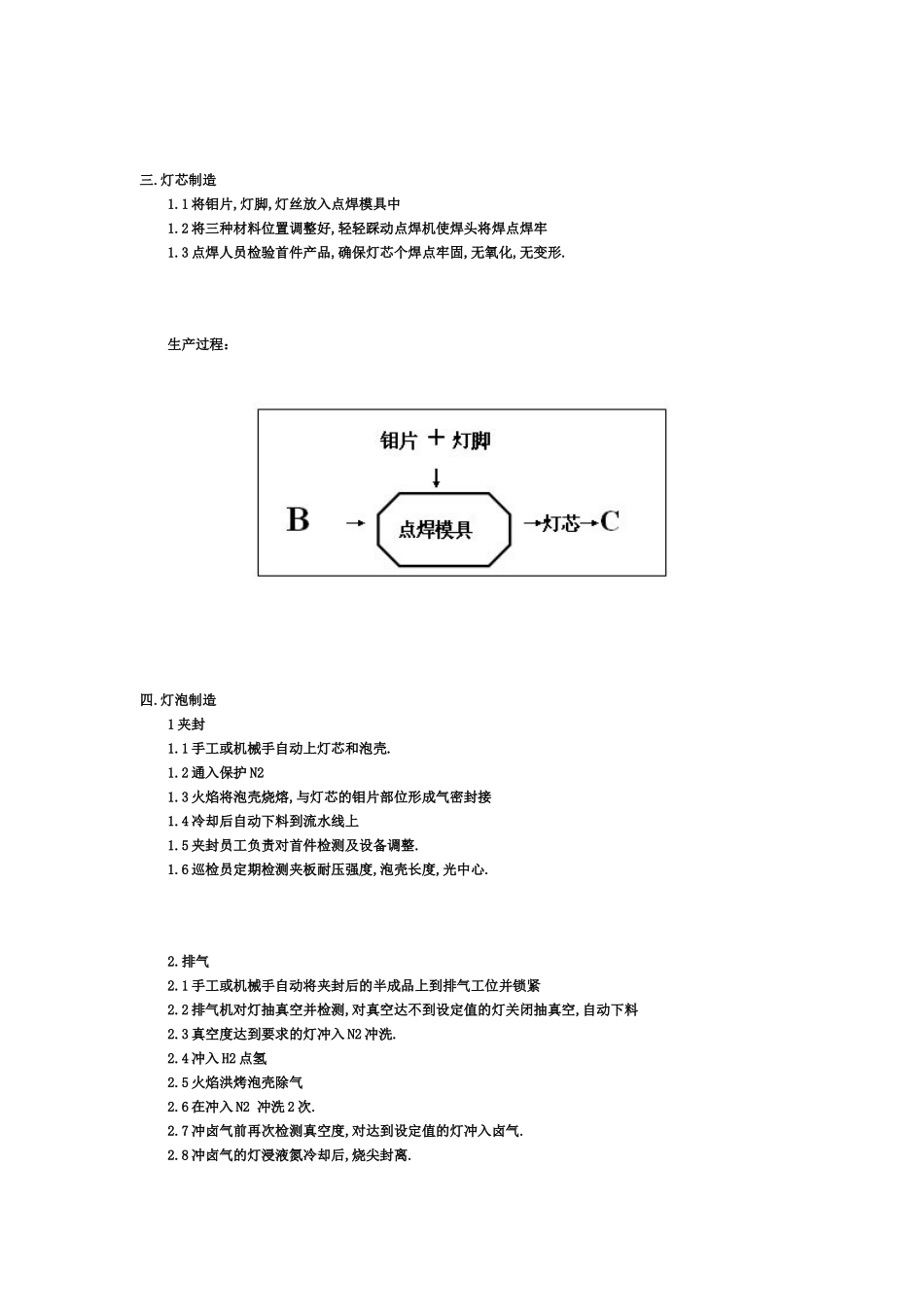
生产过程:三
1将钼片,灯脚,灯丝放入点焊模具中1
2将三种材料位置调整好,轻轻踩动点焊机使焊头将焊点焊牢1
3点焊人员检验首件产品,确保灯芯个焊点牢固,无氧化,无变形
生产过程:四
灯泡制造1夹封1
1手工或机械手自动上灯芯和泡壳
2通入保护N21
3火焰将泡壳烧熔,与灯芯的钼片部位形成气密封接1
4冷却后自动下料到流水线上1
5夹封员工负责对首件检测及设备调整
6巡检员定期检测夹板耐压强度,泡壳长度,光中心
1手工或机械手自动将夹封后的半成品上到排气工位并锁紧2
2排气机对灯抽真空并检测,对真空达不到设定值