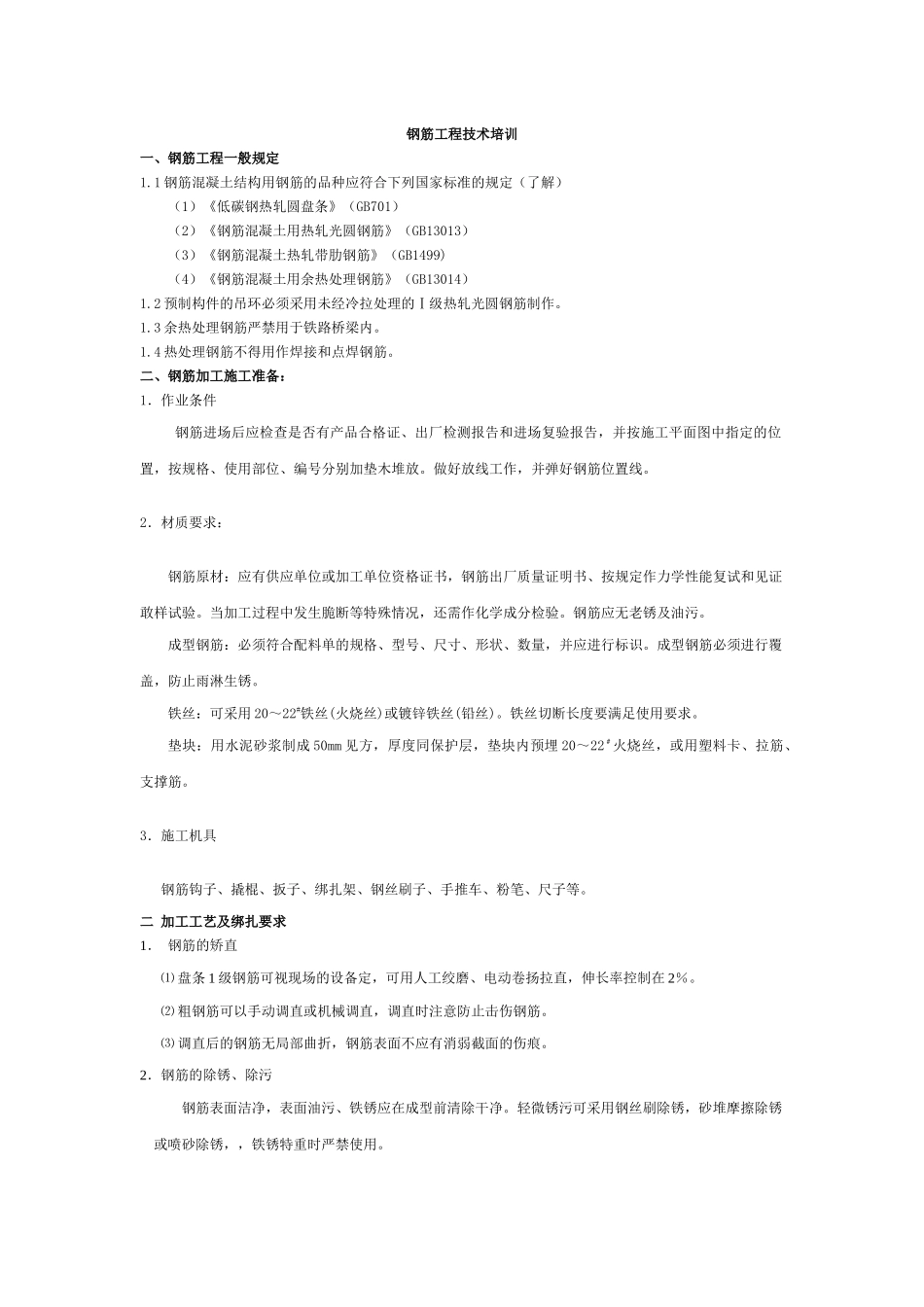
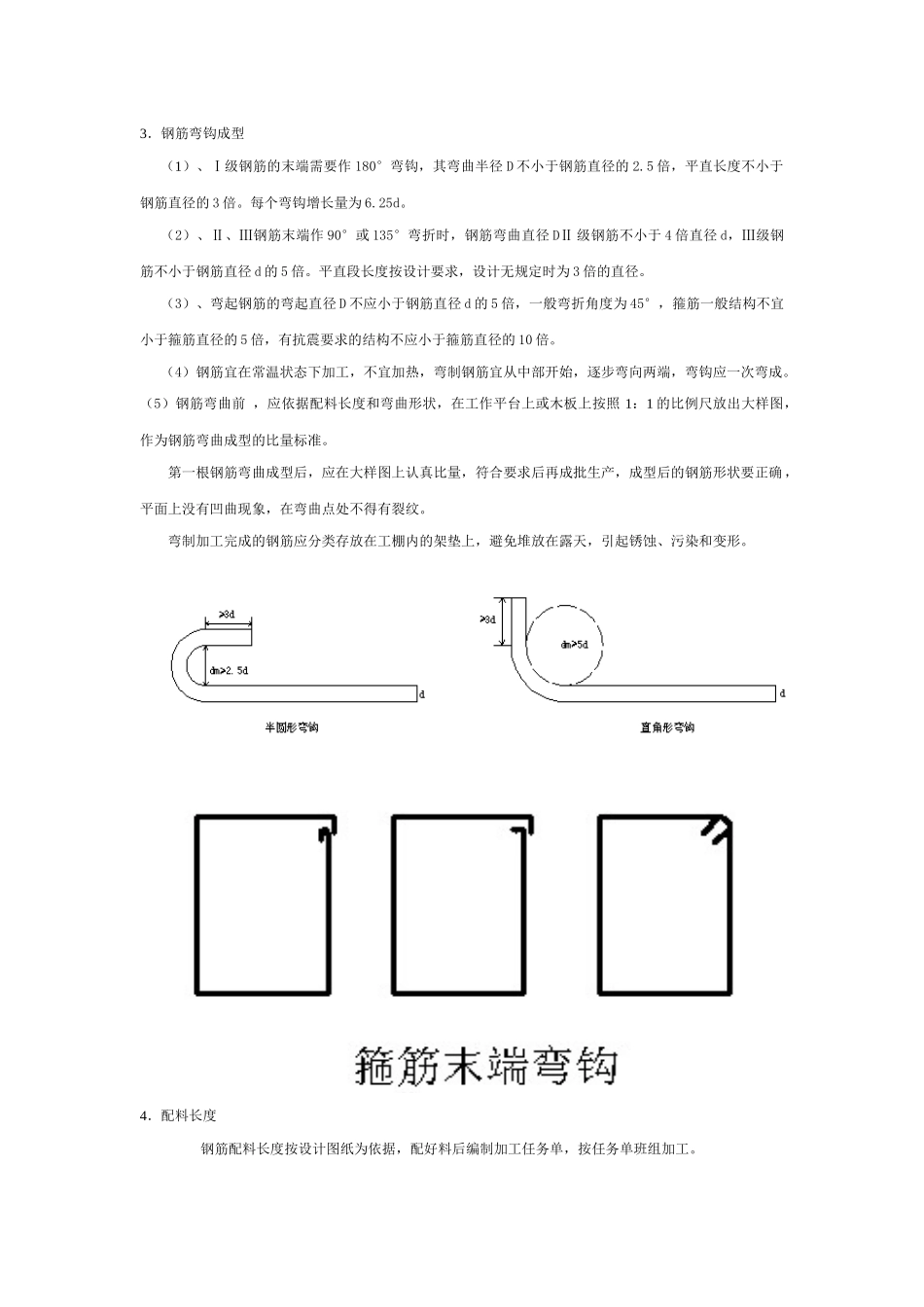
钢筋工程技术培训一、钢筋工程一般规定1.1钢筋混凝土结构用钢筋的品种应符合下列国家标准的规定(了解)(1)《低碳钢热轧圆盘条》(GB701)(2)《钢筋混凝土用热轧光圆钢筋》(GB13013)(3)《钢筋混凝土热轧带肋钢筋》(GB1499)(4)《钢筋混凝土用余热处理钢筋》(GB13014)1.2预制构件的吊环必须采用未经冷拉处理的Ⅰ级热轧光圆钢筋制作。1.3余热处理钢筋严禁用于铁路桥梁内。1.4热处理钢筋不得用作焊接和点焊钢筋。二、钢筋加工施工准备:1.作业条件钢筋进场后应检查是否有产品合格证、出厂检测报告和进场复验报告,并按施工平面图中指定的位置,按规格、使用部位、编号分别加垫木堆放。做好放线工作,并弹好钢筋位置线。2.材质要求:钢筋原材:应有供应单位或加工单位资格证书,钢筋出厂质量证明书、按规定作力学性能复试和见证敢样试验。当加工过程中发生脆断等特殊情况,还需作化学成分检验。钢筋应无老锈及油污。成型钢筋:必须符合配料单的规格、型号、尺寸、形状、数量,并应进行标识。成型钢筋必须进行覆盖,防止雨淋生锈。铁丝:可采用20~22#铁丝(火烧丝)或镀锌铁丝(铅丝)。铁丝切断长度要满足使用要求。垫块:用水泥砂浆制成50mm见方,厚度同保护层,垫块内预埋20~22﹟火烧丝,或用塑料卡、拉筋、支撑筋。3.施工机具钢筋钩子、撬棍、扳子、绑扎架、钢丝刷子、手推车、粉笔、尺子等。二加工工艺及绑扎要求1.钢筋的矫直⑴盘条1级钢筋可视现场的设备定,可用人工绞磨、电动卷扬拉直,伸长率控制在2%。⑵粗钢筋可以手动调直或机械调直,调直时注意防止击伤钢筋。⑶调直后的钢筋无局部曲折,钢筋表面不应有消弱截面的伤痕。2.钢筋的除锈、除污钢筋表面洁净,表面油污、铁锈应在成型前清除干净。轻微锈污可采用钢丝刷除锈,砂堆摩擦除锈或喷砂除锈,,铁锈特重时严禁使用。3.钢筋弯钩成型(1)、Ⅰ级钢筋的末端需要作180°弯钩,其弯曲半径D不小于钢筋直径的2.5倍,平直长度不小于钢筋直径的3倍。每个弯钩增长量为6.25d。(2)、Ⅱ、Ⅲ钢筋末端作90°或135°弯折时,钢筋弯曲直径DⅡ级钢筋不小于4倍直径d,Ⅲ级钢筋不小于钢筋直径d的5倍。平直段长度按设计要求,设计无规定时为3倍的直径。(3)、弯起钢筋的弯起直径D不应小于钢筋直径d的5倍,一般弯折角度为45°,箍筋一般结构不宜小于箍筋直径的5倍,有抗震要求的结构不应小于箍筋直径的10倍。(4)钢筋宜在常温状态下加工,不宜加热,弯制钢筋宜从中部开始,逐步弯向两端,弯钩应一次弯成。(5)钢筋弯曲前,应依据配料长度和弯曲形状,在工作平台上或木板上按照1:1的比例尺放出大样图,作为钢筋弯曲成型的比量标准。第一根钢筋弯曲成型后,应在大样图上认真比量,符合要求后再成批生产,成型后的钢筋形状要正确,平面上没有凹曲现象,在弯曲点处不得有裂纹。弯制加工完成的钢筋应分类存放在工棚内的架垫上,避免堆放在露天,引起锈蚀、污染和变形。4.配料长度钢筋配料长度按设计图纸为依据,配好料后编制加工任务单,按任务单班组加工。(1)、主筋下料按设计图示,设计无明确尺寸时:a、搭接配料长度=直段长度+斜断长度+弯钩增加长度+搭接长度-弯曲伸长值b、无搭接配料长度=直段长度+斜段长度+弯钩增加长度-弯曲伸长值以上两式中直段长度从弯钩的切点即设计的钢筋端点算。(2)箍筋配料长度=箍筋周长+弯钩增加长度-弯曲伸长值5.钢筋画线根据配料长度和钢筋设计形状在工作平台上进行画线,画线应从钢筋中间开始向两端进行,根据设计的各段尺寸(考虑弯曲伸长量将各弯曲点位置用石笔画出。6.钢筋切断用人工切断、手动切断机或电动钢筋切断机切断。7.钢筋接头采用的钢筋接头类型必须符合设计要求和施工规范的规定,对于因施工现场所限按指定接头类型有困难的,经由设计单位认可发出变更设计通知单后,方可变更其接头类型。焊工必须持有劳动部门或技术监督部门颁发的《焊工考试合格证》或特殊工种操作证,并在规定的范围内进行焊接操作。7.1闪光对焊正式施焊前取样检验,每个焊工均应在工作开始时,先按实际条件试焊2个对焊接头试件,按规定作试验合格后方可进行焊接。每次改变钢筋级别、直径...