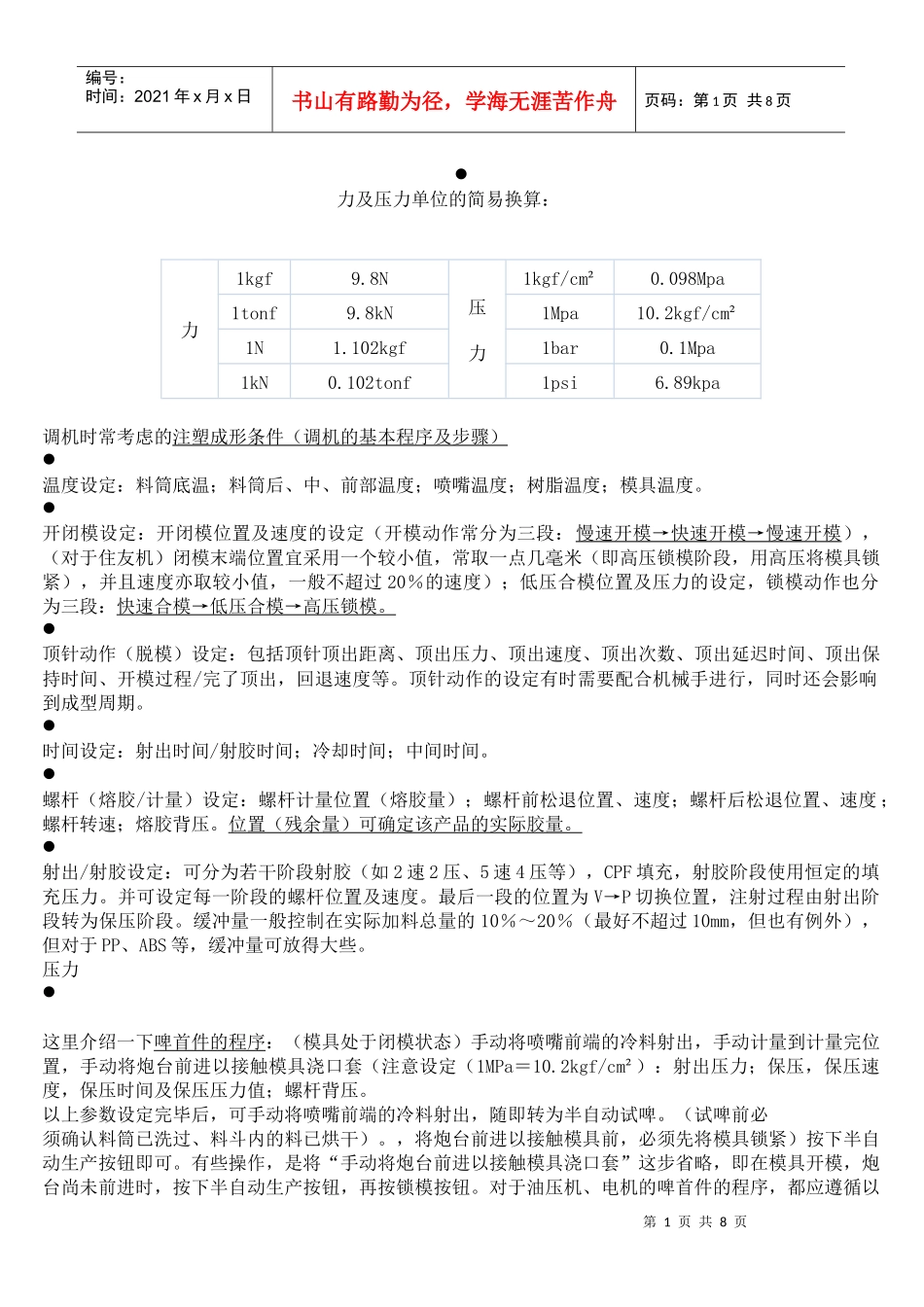
第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页力及压力单位的简易换算:/^"c*]1b3x,z#U&J
R3y#X力1kgf9
8N压力1kgf/cm²0
098Mpa1tonf9
8kN1Mpa10
2kgf/cm²1N1
102kgf1bar0
1Mpa1kN0
102tonf1psi6
89kpa调机时常考虑的注塑成形条件(调机的基本程序及步骤)
p7G+_*z%I+c温度设定:料筒底温;料筒后、中、前部温度;喷嘴温度;树脂温度;模具温度
9p3]+J'a7\开闭模设定:开闭模位置及速度的设定(开模动作常分为三段:慢速开模→快速开模→慢速开模),(对于住友机)闭模末端位置宜采用一个较小值,常取一点几毫米(即高压锁模阶段,用高压将模具锁紧),并且速度亦取较小值,一般不超过20%的速度);低压合模位置及压力的设定,锁模动作也分为三段:快速合模→低压合模→高压锁模
7a6P7N&z%O-g顶针动作(脱模)设定:包括顶针顶出距离、顶出压力、顶出速度、顶出次数、顶出延迟时间、顶出保持时间、开模过程/完了顶出,回退速度等
顶针动作的设定有时需要配合机械手进行,同时还会影响到成型周期
时间设定:射出时间/射胶时间;冷却时间;中间时间
螺杆(熔胶/计量)设定:螺杆计量位置(熔胶量);螺杆前松退位置、速度;螺杆后松退位置、速度;螺杆转速;熔胶背压
位置(残余量)可确定该产品的实际胶量
4\0N/O
~0z;r射出/射胶设定:可分为若干阶段射胶(如2速2压、5速4压等),CPF填充,射胶阶段使用恒定的填充压力
并可设定每一阶段的螺杆位置及速度
最后一段的位置为V→P切换位置,注射过程由射出阶段转为保压阶段
缓冲量一般控制在实际加料总量的1