第1页共21页图纸汇审材料检验现场清理管子加工预制系统冲洗系统试验管道组成件安装支架制安交验工程编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共21页1压力管道通用安装工艺1
1编制依据劳动部、《工业金属管道工程施工及验收规范》(GB50235-97)1
2工艺适用范围1
1本施工工艺适用于碳素钢、合金钢、不锈钢、铸铁、有色金属工艺管道的施工
其设计压力≥0
1Mpa(表压)输送介质为易燃、易爆、有毒、腐蚀性强的或最高工作温度高于或等于标准沸点的液体的管道,如本工艺与规范或设计要求矛盾时,应以规范或设计要求为准
2采用新材料、新机具、新工艺、新技术等四新技术,其要求与本工艺不相符时,应按设计说明或具体情况进行试验,经锅炉压力容器监察部门审查同意后,可在工程上试用
3工艺流程1
4施工准备1
1设计及其他技术文件齐全,施工图纸业经会审
2材料、作业人员、机械设备、满足施工进度需要,施工第2页共21页第1页共21页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共21页环境符合工程要求,水、电、路、气基本畅通,并能保证连续施工
3会同业主对有关的建筑结构、支架、预埋件、予留孔、沟槽、垫付层及土方等质量按设计和相应的施工规范进行检查验收,应合格满足安装要求
4施工组织设计(施工方案)业经批准,技术交底和必要的培训已经完成
5对管子、管件、阀门应设计要求核对其规格、材质、型号,并进行了复验
管子、管件和工程用其他钢材必须有制造厂的合格证和质量证明书,合金钢管上有材质标记
6对支、吊架弹簧应检验合格证明书、质量证明书,并对外观进行检查,当工作压力≥10Mpa或工作温度≥450℃的管道支架弹簧应进行全压缩变形试验
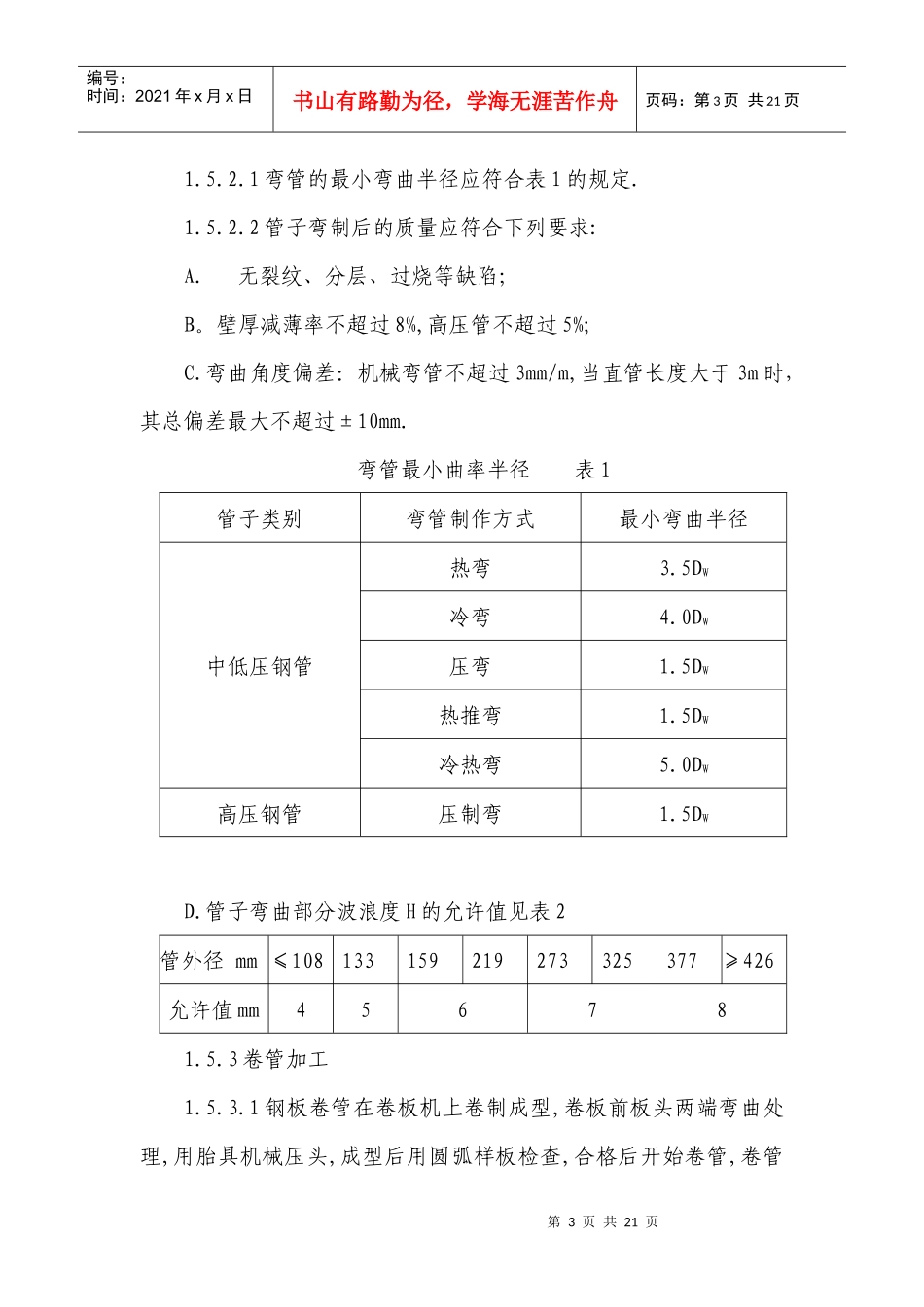
5管子加工1
1管子切割1
1碳素钢管、合金钢管