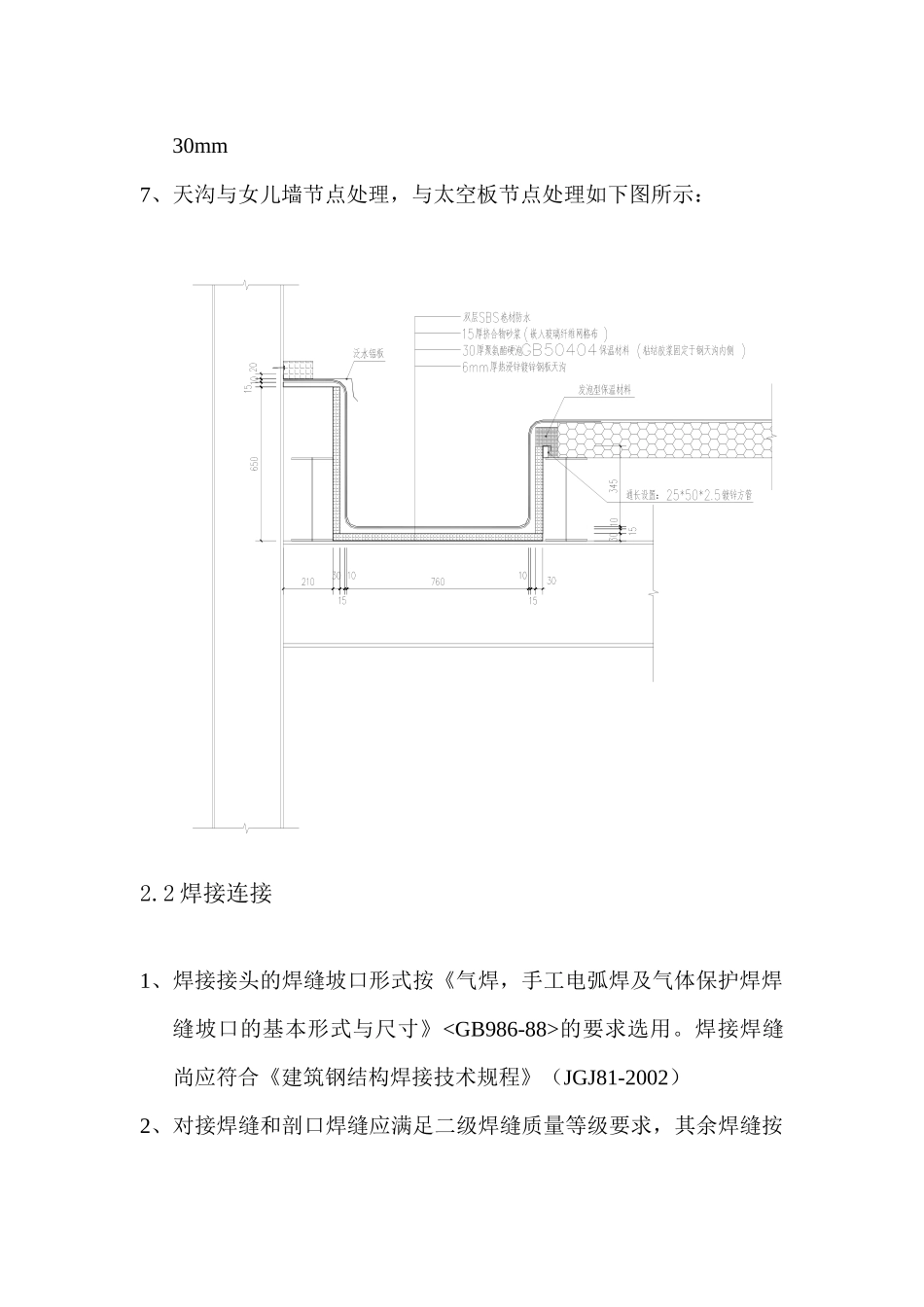
一、工程概况.............................................................................2二、钢天沟的安装及焊接.........................................................22.1钢结构安装:.................................................................22.2焊接连接.........................................................................32.3钢结构的防锈要求.........................................................4三、保温层做法.........................................................................43.1技术特点.........................................................................53.2材料性能要求.................................................................53.3工程施工.........................................................................6四、玻璃纤维网格布聚合物砂浆做法.....................................74.1聚合物砂浆的配置.........................................................84.2抹底层罩面砂浆.............................................................84.3贴压网格布..................................................................84.4抹面层罩面砂浆.............................................................9五、防水做法.............................................................................94.1基本防水防水做法..........................................................94.2复杂部位处理..................................................................9六、安全防护技术措施.............................................................95.1正确使用个人防护用品.................................................95.2登高作业防护...............................................................10一、工程概况南京中邮航空速递物流集散中心分拣中心主楼工程,建筑面积为173900㎡,屋面为钢结构,并铺设水泥发泡复合板(太空板),屋脊标高21.10米,屋檐标高约18.6米,在屋面A、P轴交1~1/9轴、9轴~53轴通长布置钢天沟,天沟翼沿与太空板齐平,沟槽尺寸为870mm×(650+400/400)mm。二、钢天沟的安装及焊接2.1钢结构安装:1、为保证安装质量和施工顺利进行,要求钢结构在制作厂进行单元预拼装。2、构件运输过程中要妥善绑扎,以防止变形和损伤。3、结构吊装时,应采取适当措施,防止产生过大的弯扭变形。4、当结构就位完毕后,应及时安装支撑,支撑间距为1500mm,保证结构的稳定性。5、施工单位可选用合适的吊装方案,将有关构件组合成安装单元,在地面进行现场焊接组装后整体吊装,以减少高空现场焊接量。6、所有上部系统构件的吊装,必须在下部系统结构就位、校正并安装支撑构件后方能进行,天沟完成后需进行调直,允许偏差为30mm7、天沟与女儿墙节点处理,与太空板节点处理如下图所示:2.2焊接连接1、焊接接头的焊缝坡口形式按《气焊,手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》的要求选用。焊接焊缝尚应符合《建筑钢结构焊接技术规程》(JGJ81-2002)2、对接焊缝和剖口焊缝应满足二级焊缝质量等级要求,其余焊缝按三级焊缝要求。3、不应在焊缝以外的母材上打火引弧。T形接头角焊缝和对接接头的平焊缝,其两端必须配置引弧板和引出板,其材质和坡口型式应与被焊工件相同焊接完毕后必须用火焰切除被焊工件上的引弧,引出板和其他卡具,并沿受力方向修磨平整,严禁用锤击落。4、施焊时应选择合理的焊接顺序以减小焊接变形和焊接应力。5、未注明的单面角焊缝同连接件中较薄板的厚度2.3钢结构的防锈要求1、本次施工中队接焊缝处涂刷防锈蚀涂料前,必须将构件表面的毛刺铁锈、油污及附着物清楚干净,是钢材的表面露出银灰色。除锈方法采用现场收工除锈,除锈质量等级要求达到Sa2级标准《GB8923-88》2、钢材经除锈处理后应立即用刷子或无油无水压缩空气清除灰尘和锈垢,并涂二度底漆二度面漆,膜总厚125μm。对在施工中...