一、工程概况:一)、工程简介:工程内容:武钢二热轧3#步进梁式加热炉液压管道系统安装工程、3#步进梁式加热炉机械干油润滑配管系统安装工程
1)、液压管道系统安装工程,该系统管道分有步进梁升降、步进梁平移、装钢机升降、出钢机升降、左装料门升降、右装料门升降、左出料门升降、右出料门升降等液压系统,该液压系统管道材质采用不锈钢无缝管道(0Cr18Ni9),冷却水管道采用碳钢无缝钢管(20#),系统管道走向是:由液压站的出户阀台接出沿管沟敷设到各设备的液压缸,设备接口采用金属软管接管;管道安装总长约1000m
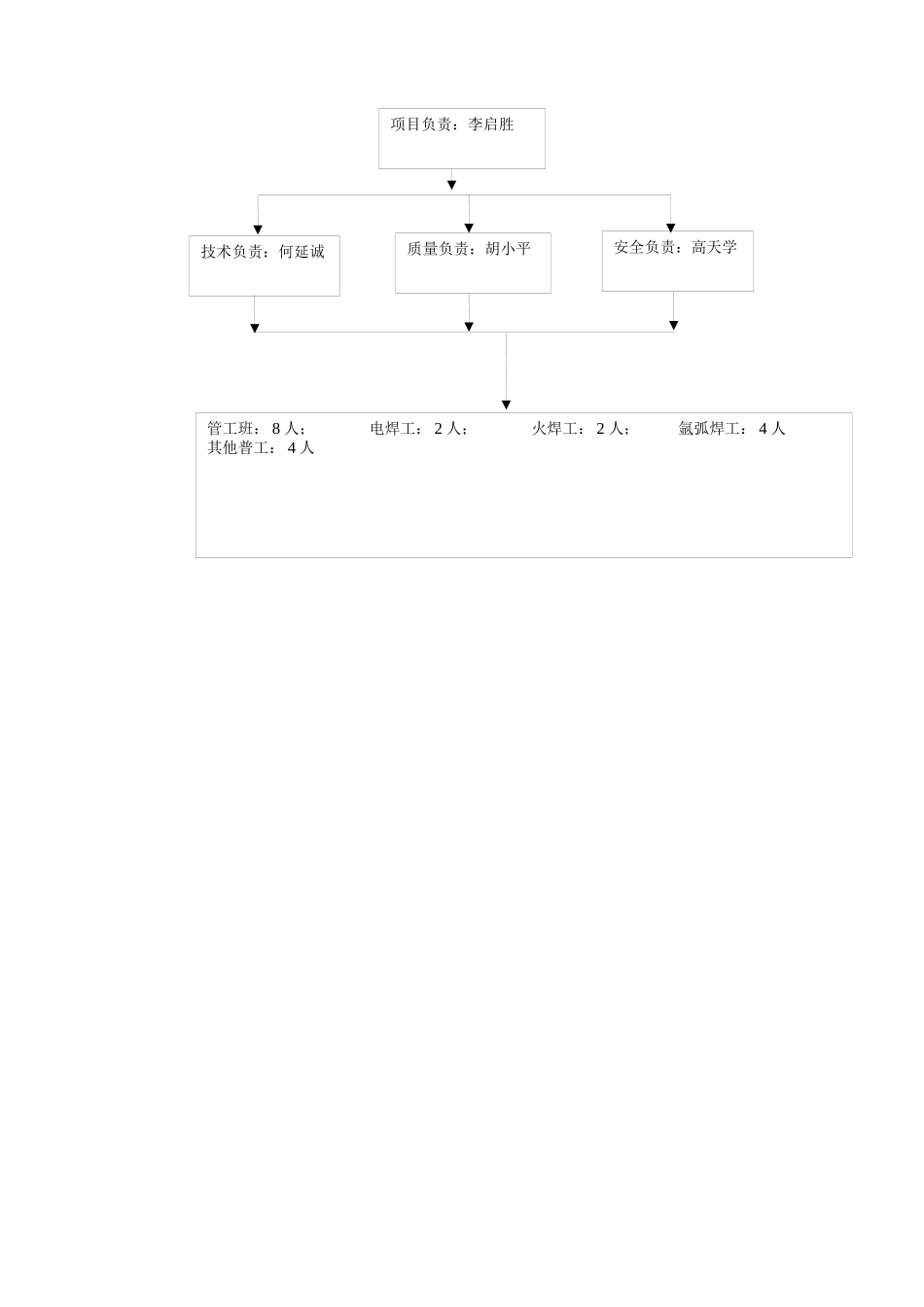
管道大部分敷设于地下管沟中以及沿设备边敷设,管道安装密集、管道煨弯多,管道安装必须根据现场实际情况进行管道的布置;2)、润滑配管系统安装工程,该系统润滑管道分有碳钢无缝钢管和铜管,碳钢管共计510m,铜管400m,总计910m,管道安装敷设沿设备基础根据现场实际情况进行管道的布置;二)、编制依据:1《武钢2250热轧带钢厂3#步进梁式加热炉干油润滑配管施工图》(图号:DL4420)《武钢二热轧3#步进梁式加热炉液压系统》(图号:DL6672)2国家现行有关施工规范及标准:《钢结构工程施工及验收规范》(GB50205-2001)《工业金属管道工程施工及验收规范》(GB50235―97)《现场设备,工业管道焊接工程施工及验收规范》GB50236―98)《管道涂装,钢结构技术规范》(YB/T9256―96)《建筑钢结构焊接技术规程》(JGJ81―2002)《机械设备安装工程施工及验收通用规程》(GB50231-98)《冶金机械设备安装工程施工及验收规范-液压、气动和润滑系统》YBJ207-85二、施工组织机构项目负责:李启胜技术负责:何延诚质量负责:胡小平安全负责:高天学管工班:8人;电焊工:2人;火焊工:2人;氩弧焊工:4人其他普工:4人三、施工机械、工机具计划序号名称数量备注1