第1页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共39页第一章络简第一节卷绕成形分析3第二节络筒张力4第三节清纱、接头与定长6第二章整经第一节筒子架7第二节整经张力第三节整经卷绕(综述2,分批2,分条2)8第四节整经工艺与产量及质量控制第三章浆纱第一节浆料11第二节浆液配方与调浆14第三节上浆(上浆2,烘燥2)17第四章穿结经第一节穿结经方法第二节经停片、综框、钢筘第五章定捻和卷纬第一节纱线定捻第二节卷纬第六章并捻第一节股线第二节花式捻线第七章开口第一节梭口22第二节开口运动规律24第三节开口机构26第八章引纬第一节有梭引纬28第二节片梭引纬32第三节剑杆引纬34第四节喷气引纬35第五节喷水引纬36第六节无梭引纬的辅助装置第九章打纬第一节打纬机构第二节打纬与织物的形成第三节织机工艺参数与织物形成的关系第2页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共39页第一章络筒第一节卷绕成型分析重点与难点:1、交叉卷绕原理,交叉卷绕过程中产生的质量问题
2、纱线重叠成因分析及防叠方法
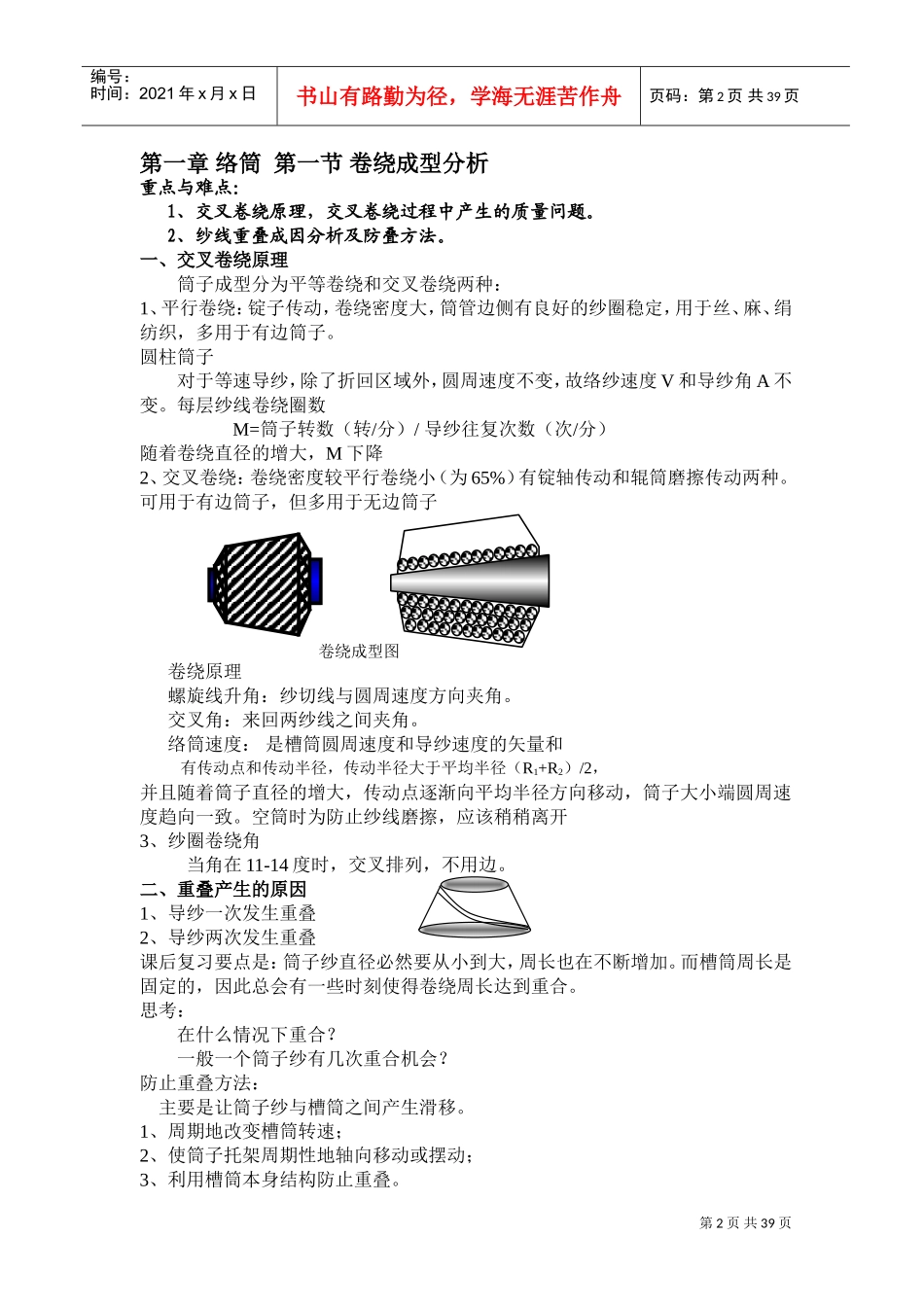
一、交叉卷绕原理筒子成型分为平等卷绕和交叉卷绕两种:1、平行卷绕:锭子传动,卷绕密度大,筒管边侧有良好的纱圈稳定,用于丝、麻、绢纺织,多用于有边筒子
圆柱筒子对于等速导纱,除了折回区域外,圆周速度不变,故络纱速度V和导纱角A不变
每层纱线卷绕圈数M=筒子转数(转/分)/导纱往复次数(次/分)随着卷绕直径的增大,M下降2、交叉卷绕:卷绕密度较平行卷绕小(为65%)有锭轴传动和辊筒磨擦传动两种
可用于有边筒子,但多用于无边筒子卷绕原理螺旋线升角:纱切线与圆周速度方向夹角
交叉角:来回两纱线之间夹角
络筒速度:是槽筒圆周速度和导纱速度的矢量和有传动点和传动半径,传动半径大于平均半径(R1+R2)/2,并且随着筒子直径的增大,传动点逐渐向