第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页压力容器内部单层堆焊(E347)技术1适用范围:本技术条件主要适用于炼油厂中钢制压力容器内表面单层堆焊E347的焊接和检验
2引用规范或标准GB150《钢制压力容器》GB223《钢铁及合金化学分析方法》GB4334
5《不锈钢硫酸—硫酸铜腐蚀试验方法》JB4708《钢制压力容器焊接工艺评定》JB4730《压力容器无损检测》上述技术文件与本技术条件的要求发生矛盾时,原则上应按严者的要求执行或向我公司提出,由我公司负责解释或提出处理意见
本技术条件引用的规范,标准或规程均应为最新版本
3缩略词语意义:PWHT—焊后热处理DHT—消氢处理MT—磁粉检测UT—超声检测RT—射线透照检测PT—渗透检测4堆焊工艺评定4
1焊接工艺评定所用母材钢板(或锻件)必须与容器所用的相同,并且具有相同的热处理状况
所用的焊条、焊带(丝)和焊剂的型号和商品牌号(Brand)以及焊丝和焊剂的组合应与产品制造时一致
焊带的宽度和厚度也应与产品制造时一致
应选用能产生满足4
9条要求的E347型堆焊金属的单层堆焊用焊条、焊带(丝)和焊剂
2堆焊用的各种焊接方法(手工焊SMAW;埋弧自动焊SAW;气体保护焊TIG,MIG)和焊接材料要与产品所用的一致
3评定位置:一般以水平位置评定为主,但若设备制造过程中包括横、立或仰焊位置时应增加相应位置的评定工作
第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页4
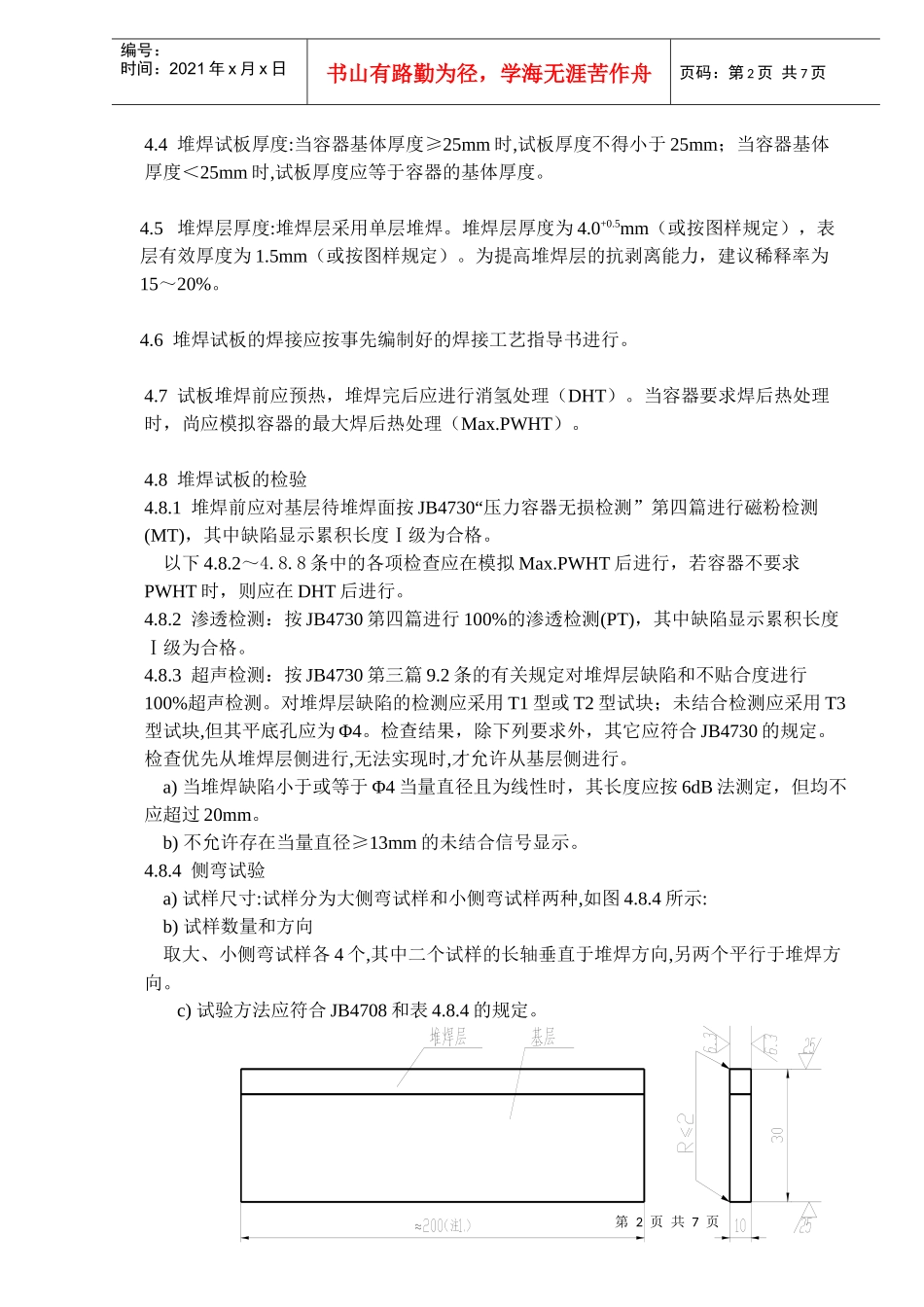
4堆焊试板厚度:当容器基体厚度≥25mm时,试板厚度不得小于25mm;当容器基体厚度<25mm时,试板厚度应等于容器的基体厚度
5堆焊层厚度:堆焊层采用单层堆焊
堆焊层厚度为4
5mm(或按图样规定),表层有效厚度为1
5mm(或按图样规定)