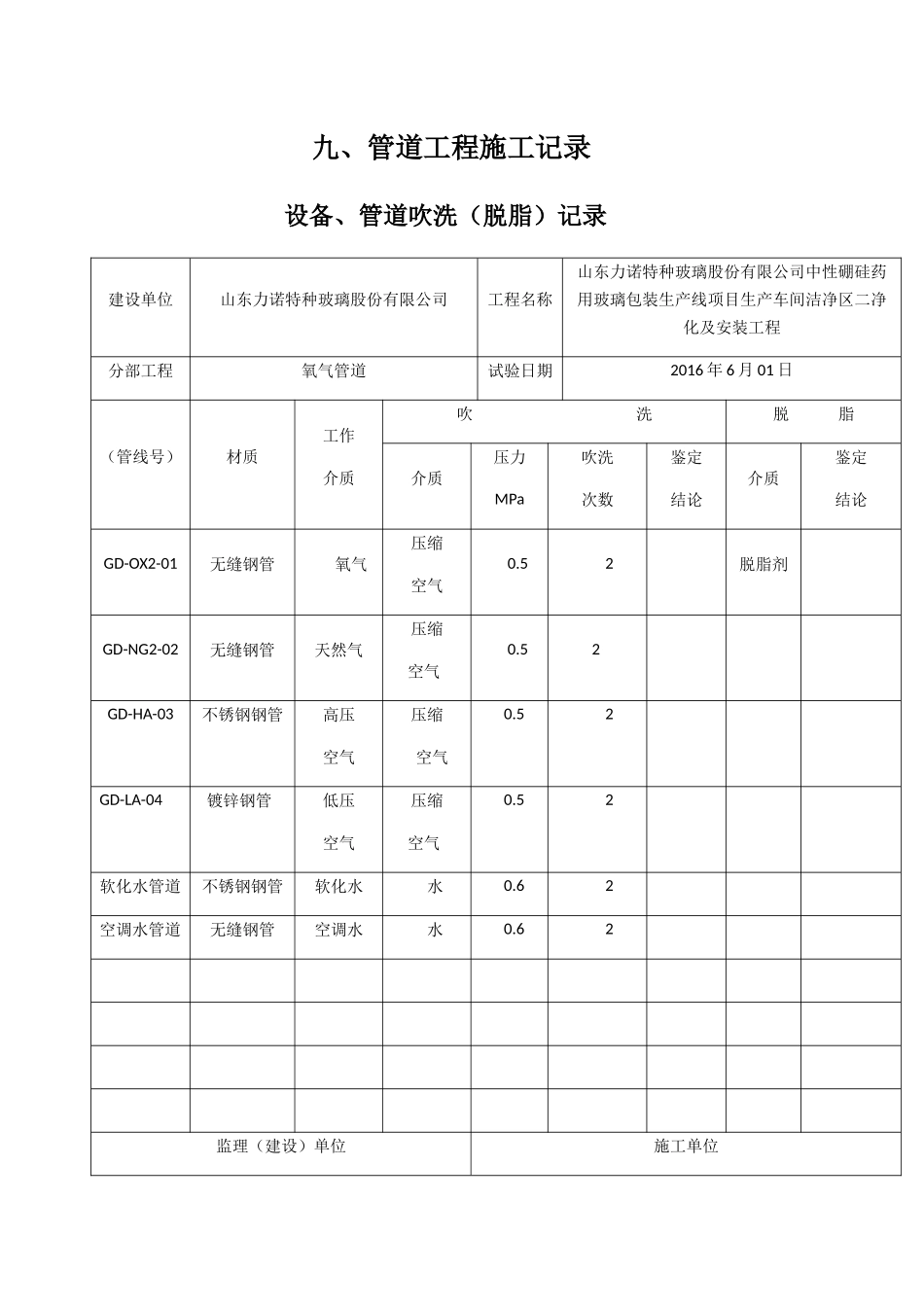
九、管道工程施工记录设备、管道吹洗(脱脂)记录建设单位山东力诺特种玻璃股份有限公司工程名称山东力诺特种玻璃股份有限公司中性硼硅药用玻璃包装生产线项目生产车间洁净区二净化及安装工程分部工程氧气管道试验日期2016年6月01日(管线号)材质工作介质吹洗脱脂介质压力MPa吹洗次数鉴定结论介质鉴定结论GD-OX2-01无缝钢管氧气压缩空气0
52脱脂剂GD-NG2-02无缝钢管天然气压缩空气0
52GD-HA-03不锈钢钢管高压空气压缩空气0
52GD-LA-04镀锌钢管低压空气压缩空气0
52软化水管道不锈钢钢管软化水水0
62空调水管道无缝钢管空调水水0
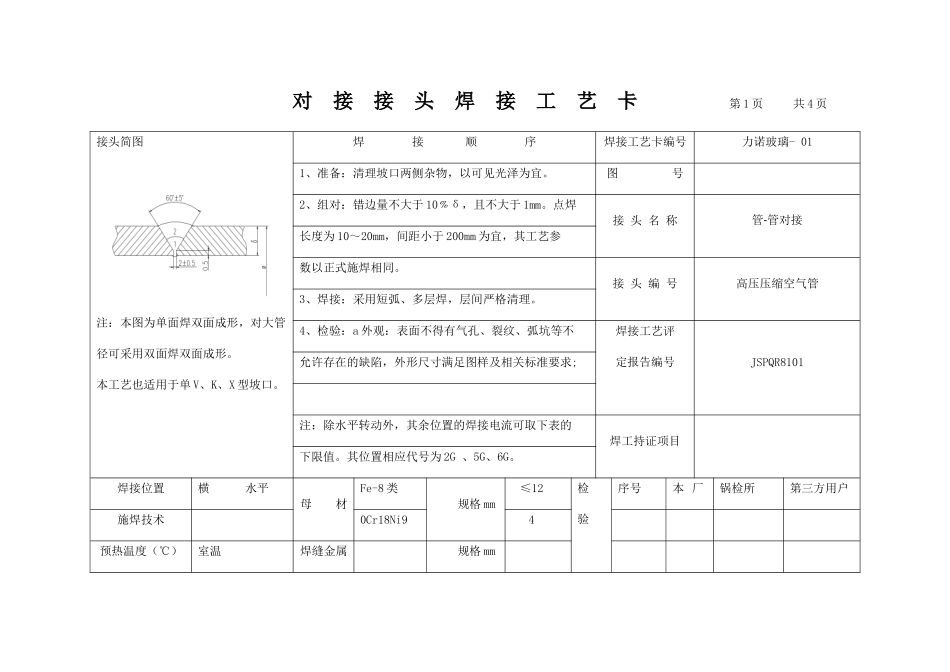
62监理(建设)单位施工单位监理工程师:(建设单位项目专业技术负责人)年月日项目经理:项目技术负责人:质量检查员:班(组)长:年月日对接接头焊接工艺卡第1页共4页接头简图注:本图为单面焊双面成形,对大管径可采用双面焊双面成形
本工艺也适用于单V、K、X型坡口
焊接顺序焊接工艺卡编号力诺玻璃-011、准备:清理坡口两侧杂物,以可见光泽为宜
图号2、组对:错边量不大于10﹪δ,且不大于1mm
点焊接头名称管-管对接长度为10~20mm,间距小于200mm为宜,其工艺参数以正式施焊相同
接头编号高压压缩空气管3、焊接:采用短弧、多层焊,层间严格清理
4、检验:a外观:表面不得有气孔、裂纹、弧坑等不焊接工艺评定报告编号JSPQR8101允许存在的缺陷,外形尺寸满足图样及相关标准要求;注:除水平转动外,其余位置的焊接电流可取下表的焊工持证项目下限值
其位置相应代号为2G、5G、6G
焊接位置横水平母材Fe-8类规格mm≤12检验序号本厂锅检所第三方用户施焊技术0Cr18Ni94预热温度(℃)室温焊缝金属规格mm层间温度(℃)焊后热处理层/道焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)备注后热牌号直径极性电流(A)钨极直