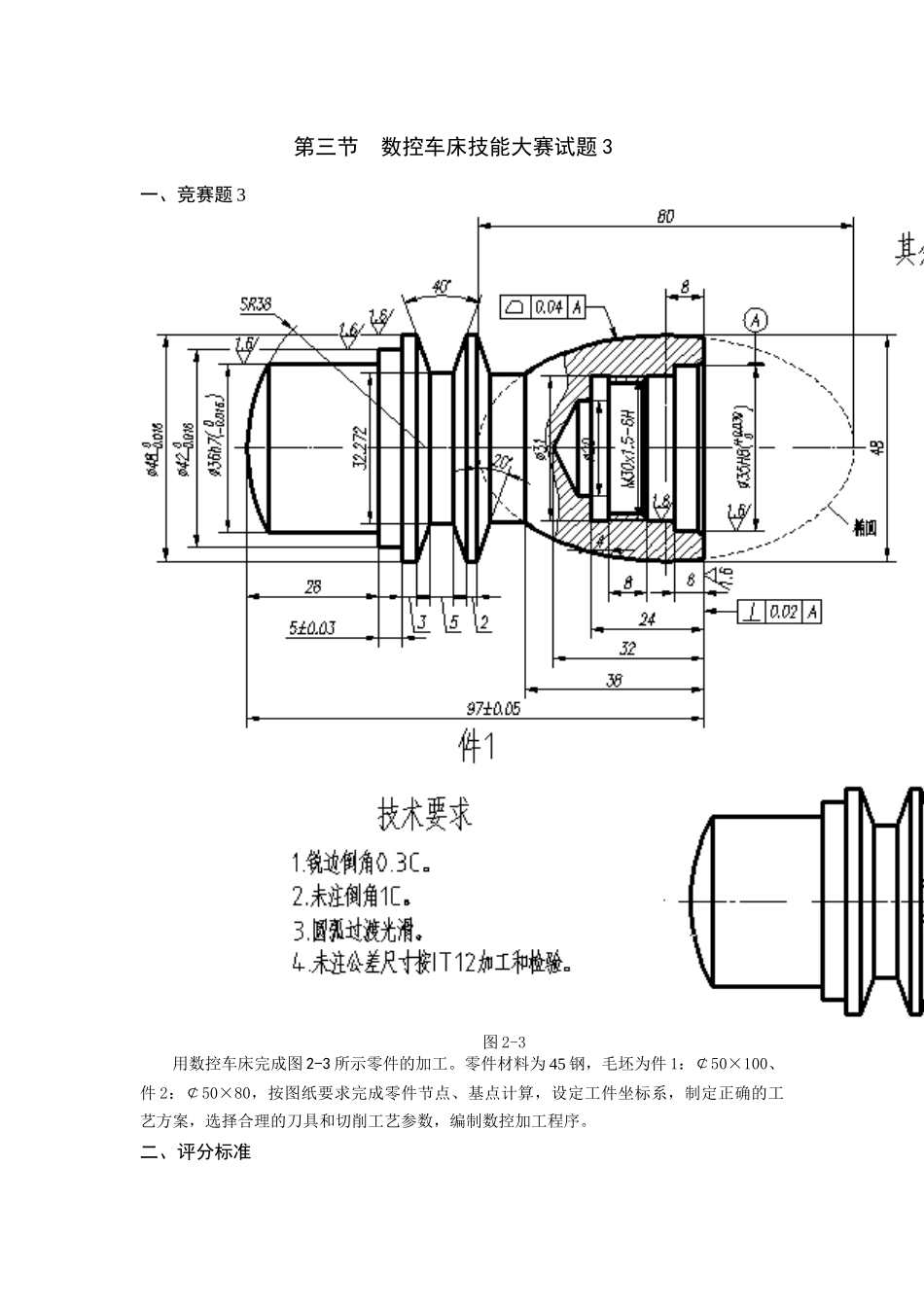
第三节数控车床技能大赛试题3一、竞赛题3图2-3用数控车床完成图2-3所示零件的加工
零件材料为45钢,毛坯为件1:¢50×100、件2:¢50×80,按图纸要求完成零件节点、基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序
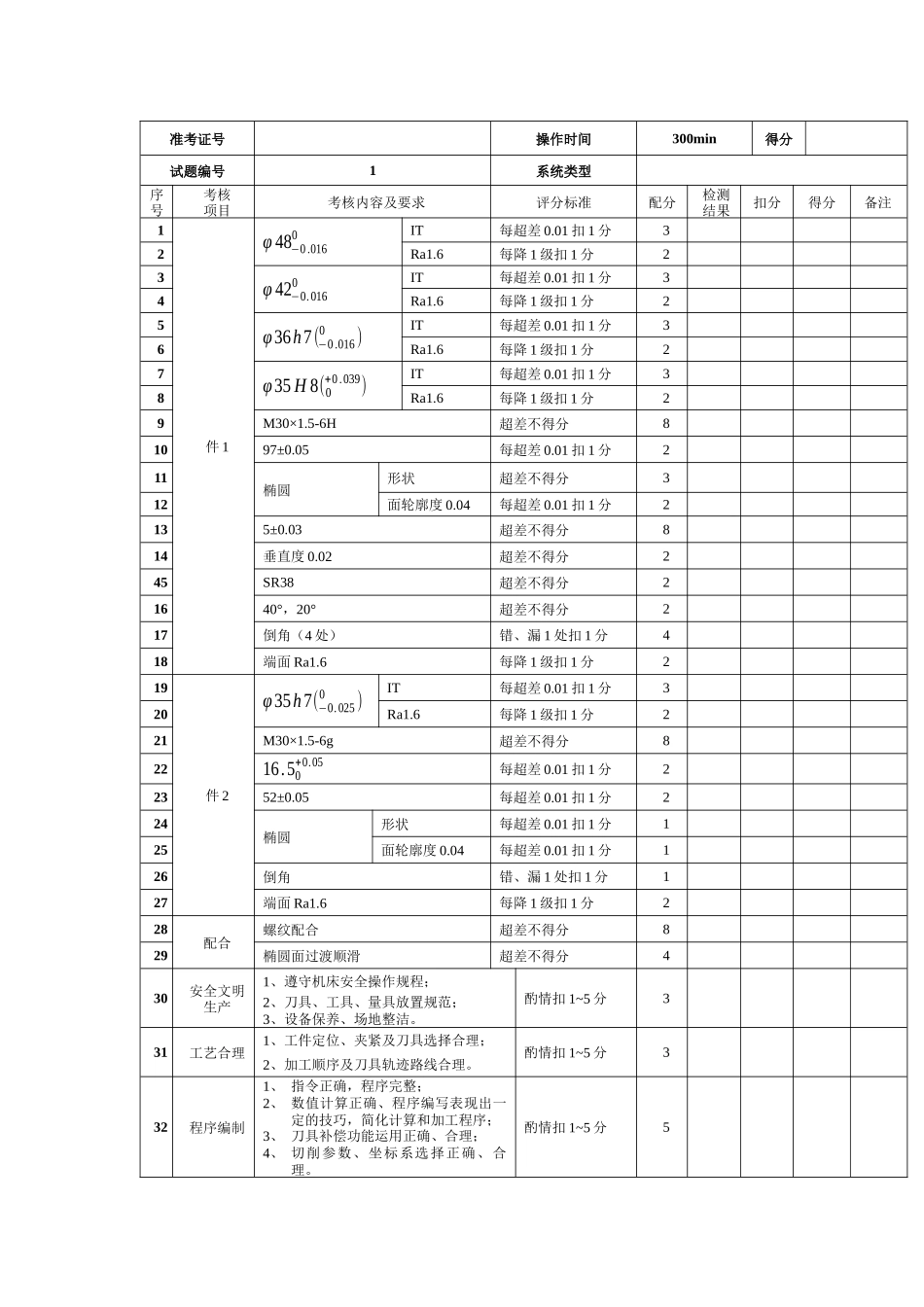
二、评分标准准考证号操作时间300min得分试题编号1系统类型序号考核项目考核内容及要求评分标准配分检测结果扣分得分备注1件1φ48−0
0160IT每超差0
01扣1分32Ra1
6每降1级扣1分23φ42−0
0160IT每超差0
01扣1分34Ra1
6每降1级扣1分25φ36h7(−0
0160)IT每超差0
01扣1分36Ra1
6每降1级扣1分27φ35H8(0+0
039)IT每超差0
01扣1分38Ra1
6每降1级扣1分29M30×1
5-6H超差不得分81097±0
05每超差0
01扣1分211椭圆形状超差不得分312面轮廓度0
04每超差0
01扣1分2135±0
03超差不得分814垂直度0
02超差不得分245SR38超差不得分21640°,20°超差不得分217倒角(4处)错、漏1处扣1分418端面Ra1
6每降1级扣1分219件2φ35h7(−0
0250)IT每超差0
01扣1分320Ra1
6每降1级扣1分221M30×1
5-6g超差不得分82216
05每超差0
01扣1分22352±0
05每超差0
01扣1分224椭圆形状每超差0
01扣1分125面轮廓度0
04每超差0
01扣1分126倒角错、漏1处扣1分127端面Ra1
6每降1级扣1分228配合螺纹配合超差不得分829椭圆面过渡顺滑超差不得分430安全文明生产1、遵守机床安全操作规程;2、刀具、工具、量具放置规范;3、设备保养、场地整洁
酌情扣1~5分331工艺合理1、工件定位、夹紧及刀具选择合理;