数控车床对刀方法一、对刀对刀的目的是确定程序原点在机床坐标系中的位置,对刀点可以设在零件上、夹具上或机床上,对刀时应使对刀点与刀位点重合
数控车床常用的对刀方法有三种:试切对刀、机械对刀仪对刀(接触式)、光学对刀仪对刀(非接触式),如图3-9所示
1、试切对刀1)外径刀的对刀方法如图3-10所示
Z向对刀如(a)所示
先用外径刀将工件端面(基准面)车削出来;车削端面后,刀具可以沿X方向移动远离工件,但不可Z方向移动
Z轴对刀输入:“Z0测量”
X向对刀如(b)所示
车削任一外径后,使刀具Z向移动远离工件,待主轴停止转动后,测量刚刚车削出来的外径尺寸
例如,测量值为Φ50
78mm,则X轴对刀输入:“X50
2)内孔刀的对刀方法类似外径刀的对刀方法
Z向对刀内孔车刀轻微接触到己加工好的基准面(端面)后,就不可再作Z向移动
Z轴对刀输入:“Z0测量”
X向对刀任意车削一内孔直径后,Z向移动刀具远离工件,停止主轴转动,然后测量已车削好的内径尺寸
例如,测量值为Φ45
56mm,则X轴对刀输入:“X45
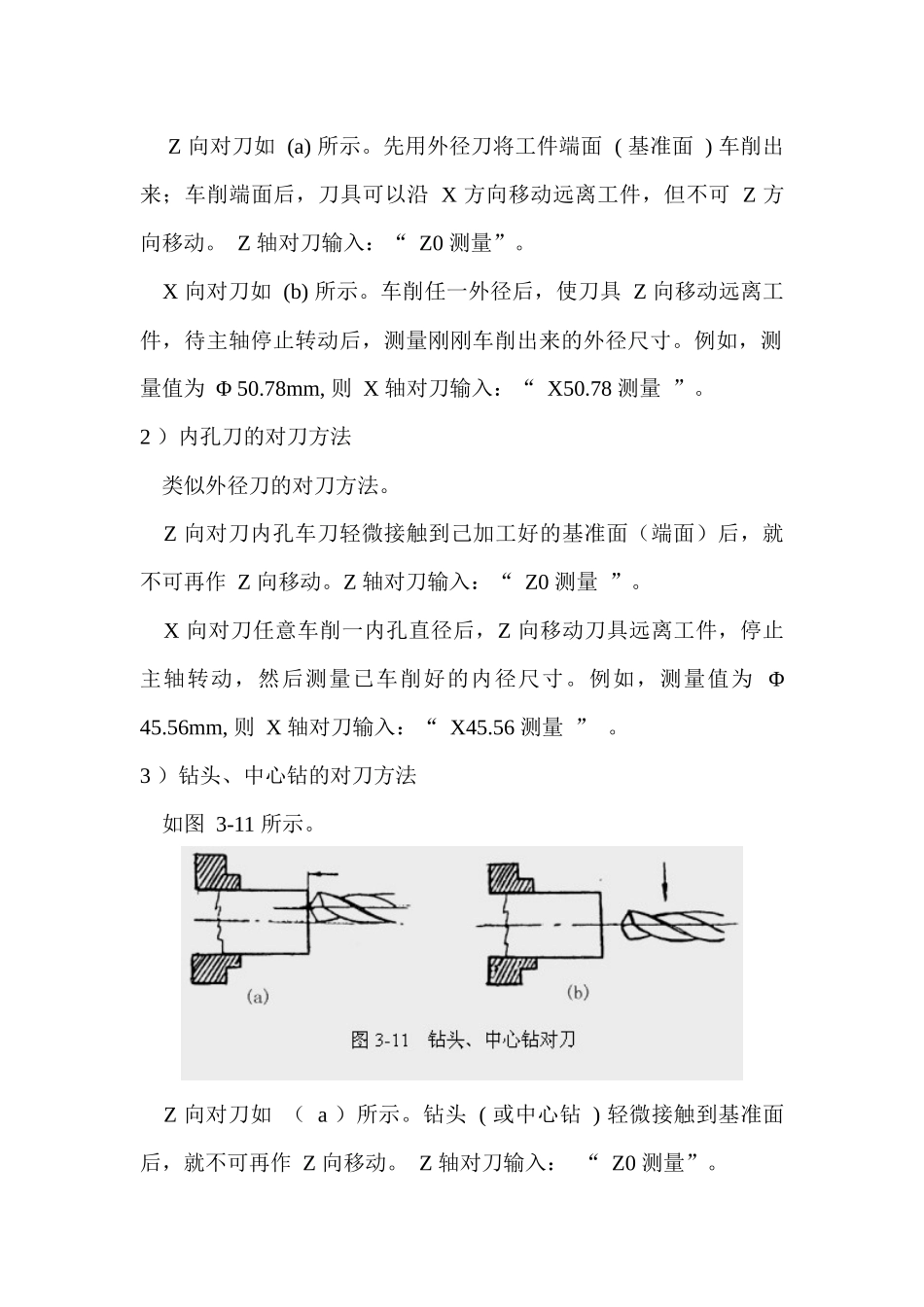
3)钻头、中心钻的对刀方法如图3-11所示
Z向对刀如(a)所示
钻头(或中心钻)轻微接触到基准面后,就不可再作Z向移动
Z轴对刀输入:“Z0测量”
X向对刀如(b)所示
主轴不必转动,以手动方式将钻头沿X轴移动到钻孔中心,即看屏幕显示的机械坐标到“X0
X轴对刀输入:“X0测量”
2、机械对刀仪对刀将刀具的刀尖与对刀仪的百分表测头接触,得到两个方向的刀偏量
有的机床具有刀具探测功能,即通过机床上的对刀仪测头测量刀偏量
3、光学对刀仪对刀将刀具刀尖对准刀镜的十字线中心,以十字线中心为基准,得到各把刀的刀偏量
二、刀具补偿值的输入和修改根据刀具的实际参数和位置,将刀尖圆弧半径补偿值和刀具几何磨损补偿值输入到与程序对应的存储位置
如试切加工后发现工件尺