制造能力控制程序修订日期修订单号修订内容摘要页次版次修订审核批准2011/03/30/系统文件新制定4A/0///更多免费资料下载请进:http://bbs
com好好学习社区批准:审核:编制:制造能力控制程序1
目的:本程序旨在确保所有的影响产品质量的制造工艺都能与控制计划接轨来满足或者超越客户的需求
范围:本程序适用于公司每种生产工艺类型在被认为可行之前的初始过程能力研究和量产阶段的过程能力控制
1Ppk-初始能力指标3
2Cpk–过程能力指标4
职责:所有与制造工艺有关的人员都有遵守本规程的职责,开发阶段由技术部负责,量产阶段由制造部负责(质量部负责业务指导)
每一个特殊的工艺类型必须要有工作指导书
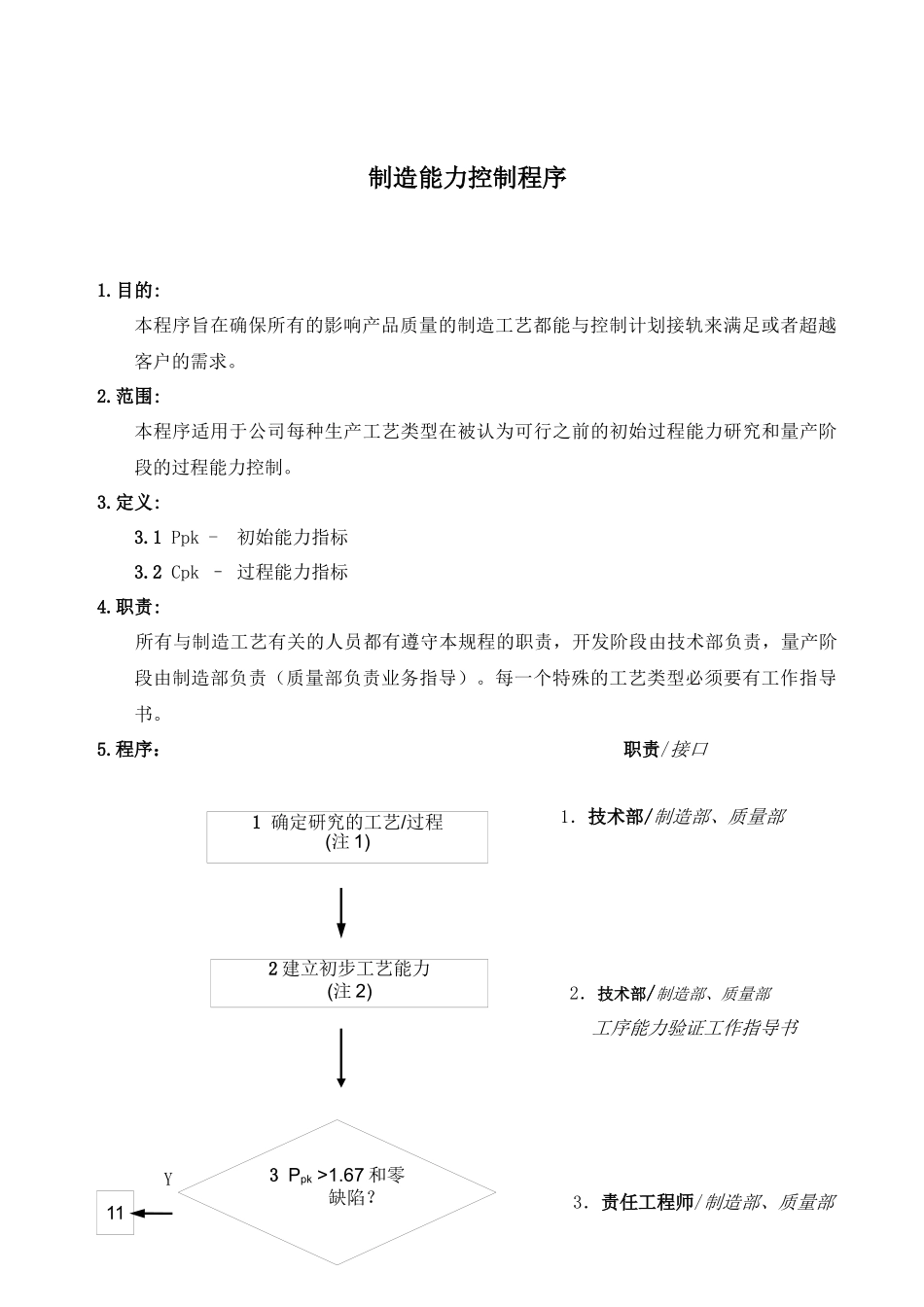
程序:职责/接口2.技术部/制造部、质量部工序能力验证工作指导书3.责任工程师/制造部、质量部1确定研究的工艺/过程(注1)2建立初步工艺能力(注2)Y113Ppk>1
67和零缺陷
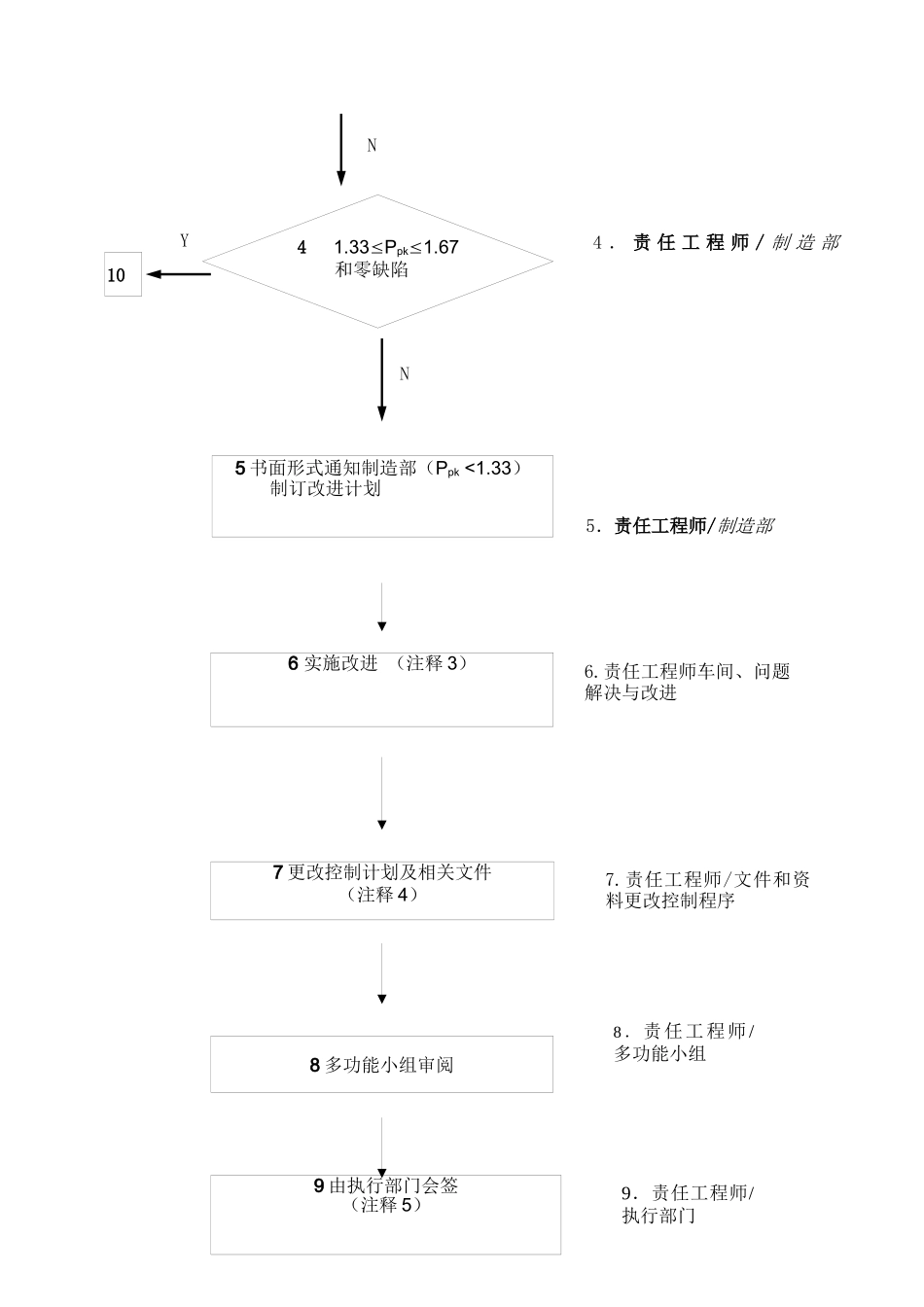
1.技术部/制造部、质量部444444.责任工程师/制造部5.责任工程师/制造部5书面形式通知制造部(Ppk1
3310.责任工程师/更改的控制计划11工序能力放行(注释6)11责任工程师12正常生产监控(注释7)12制造部/质量部、技术部13过程稳定13制造部/质量部、技术部14进行连续性工艺研究(注释8)(注释8)14制造部/质量部、责任工程师17Cpk≥1
3316制造部/责任工程师、质量部15反应计划(注释9)16纠正措施1415制造部/责任工程师、质量部YES6
注释:注释1:[框1]技术部决定将研究的过程、设备或工艺,这个决定来源于产品开发过程中的控制计划
与特殊特性相关的工序、设备应优先考虑
注释2:[框2]制造部负责提供设备、材料、工装、人员等必须的生产条件,并负责采集数据报至责任工程师和质量部
初始的工艺能力研究作为质量记录进行保存