解读WK-10B挖掘机回转齿圈焊接修复工艺1台WK-10B型挖掘机出现回转齿圈断裂和断齿现象
该齿圈位于底架梁和中盘之间,属于非易损件,其损坏后可进行焊接修复
霍林河地区的冬季气温低,多数都在-40~-32℃之间,作业环境比较恶劣,若在露天坑下焊接易出现裂纹
根据经验,我们采用加热保温直流电弧焊,对其进行焊接修复
焊前准备(1)确定回轮齿圈材质经金属材料实验室取样化验,确定断裂齿圈材质为ZG42CrMo
此材质碳含量高,合金元素含量多,焊接性差,淬硬倾向大,属于较难焊接材料
焊接时如果冷却速度过快,焊缝和焊接热影响区极易产生硬脆的马氏体组织,形成冷裂纹
(2)选择焊接方法和焊接材料根据现场焊接条件,采用直流反接电弧焊
在焊接焊材选用上,根据ZG42CrMo材料的机械性能,借鉴以前焊接其他挖掘机回转齿圈的经验,选取A507奥氏体不锈钢焊条
http://product
21-sun
com/products/prolist
offset=0&factory=135&catalog=101002但在实际焊接时出现了裂纹,导致焊接失败
经分析认为,产生裂纹是因为冷却速度过快和焊后热处理时间短,使得脆硬组织产生冷裂纹
A507焊条价格较高,用于较大焊接量的成本也较高
基于上述原因,决定更换焊条
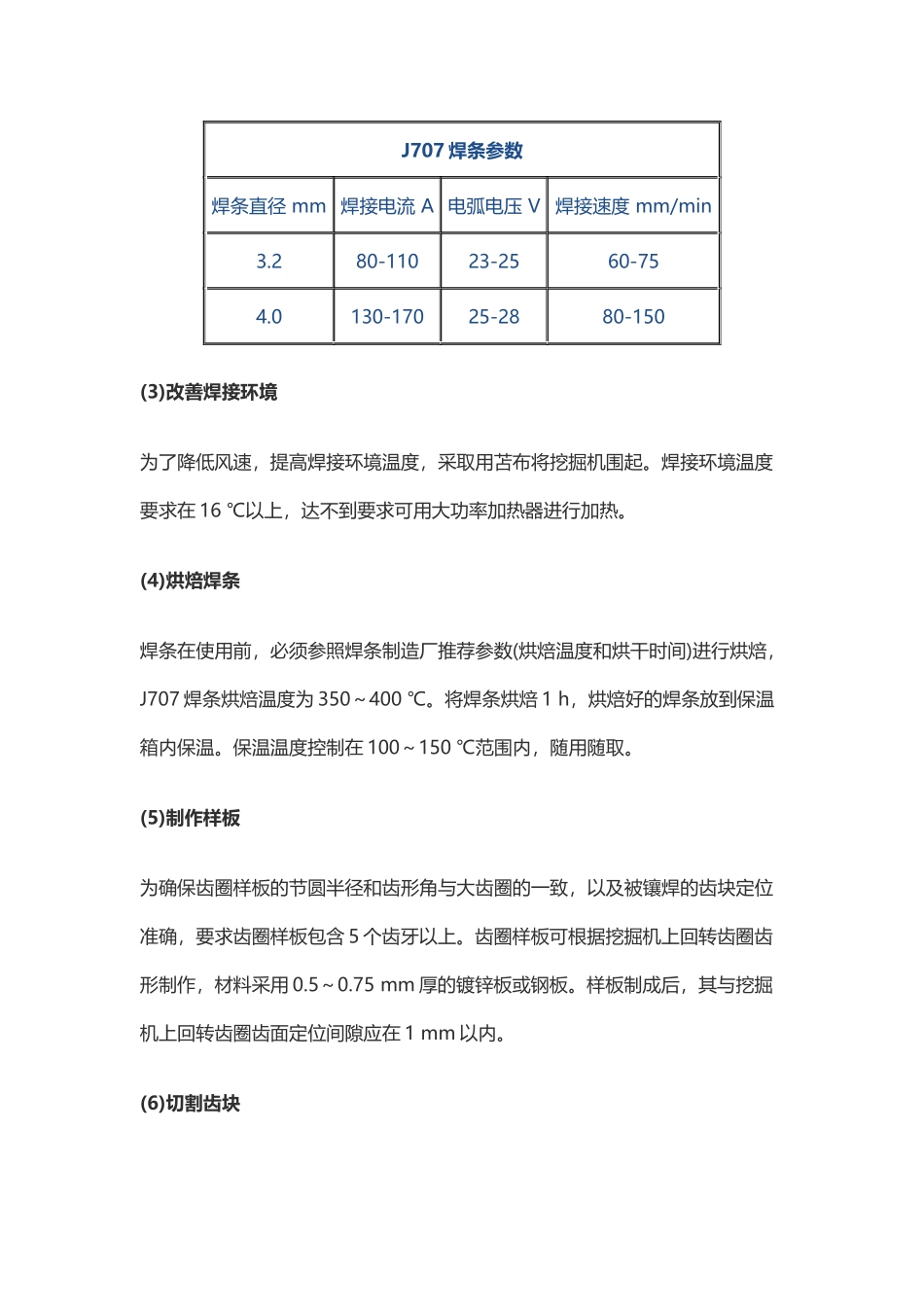
经过查找资料和咨询厂家,确定使用J707焊条,焊条规格选用φ3
2mm和φ4
0mm,其参数如附表所示
J707焊条参数焊条直径mm焊接电流A电弧电压V焊接速度mm/min3
280-11023-2560-754
0130-17025-2880-150(3)改善焊接环境为了降低风速,提高焊接环境温度,采取用苫布将挖掘机围起
焊接环境温度要求在16℃以上,达不到要求可用大功率加热器进行加热
(4)烘焙焊条焊条在使用前,必须参照焊条制造厂推荐参数(烘焙温度和烘干时间)进行烘焙,J70