抛物线型体零件工艺分析与编程工艺分析:(1):该工件包括外圆柱面,圆弧面,沟槽与螺纹,以及右端抛物线面和内孔等
材料为45钢(或铝)毛坯为50*105(2):坐标系原点选择:确定为工件轴线与工件右端面的交点
(3):加工路线描述:车端面(右)———从右至左粗,精车各表面(未注公差加工至尺寸要求)————车螺纹————车右端抛物线面(4):装夹已加工右端车左端部分:车外圆(R6)————钻孔————车孔刀具及切削用量的选择:(1):定刀具T0101(T0505)外圆车刀T0202切槽刀T030360螺纹车刀(外)T0404钻头T0606外圆精车刀T0707内孔车刀(2):切削用量:因工件形状较为复杂,有螺纹及内孔加工,故主轴转速选为450—600R/MIN(3):采用每转进给量:F=0
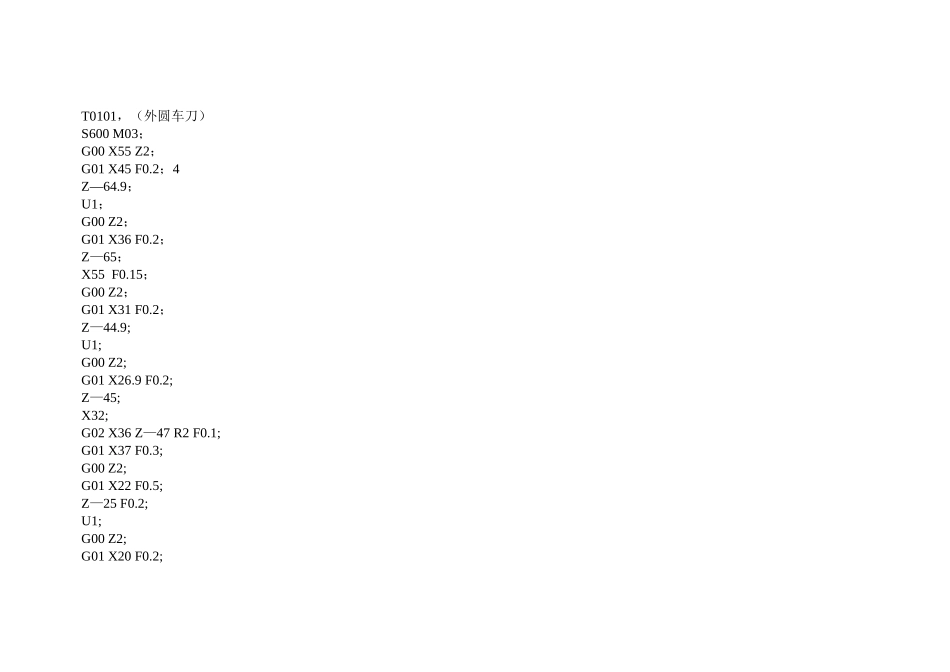
3MM/R程序内容:O0001(右端)T0101,(外圆车刀)S600M03;G00X55Z2;G01X45F0
2;4Z—64
9;U1;G00Z2;G01X36F0
2;Z—65;X55F0
15;G00Z2;G01X31F0
2;Z—44
9;U1;G00Z2;G01X26
2;Z—45;X32;G02X36Z—47R2F0
1;G01X37F0
3;G00Z2;G01X22F0
5;Z—25F0
2;U1;G00Z2;G01X20F0
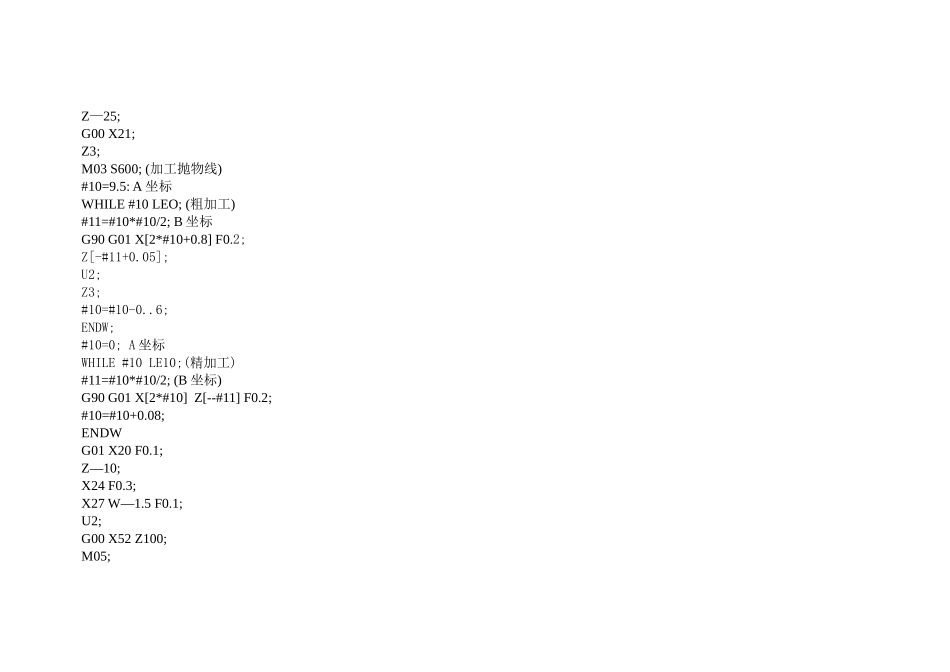
2;Z—25;G00X21;Z3;M03S600;(加工抛物线)#10=9
5:A坐标WHILE#10LEO;(粗加工)#11=#10*#10/2;B坐标G90G01X[2*#10+0
2;Z[-#11+0
05];U2;Z3;#10=#10-0
6;ENDW;#10=0;A坐标WHILE#10LE10;(精加工)#11=#10*#10/2;(B坐标)G90G01X[2*#10]Z[--#11]F0
2;#10=#10+0