工艺操作(安全)规程聚氯乙烯绝缘控制电缆文件编号:版本号:受控状态:发放号:编制:审核:批准:年月日年月日前言1一、本工艺文件根据国家标准GB9330—88《塑料绝缘控制电缆》和企业生产设备、实践经验,经反复验证的基础上制定的,经质量技术部门审核,技术厂长批准而生效实施
二、本文件自公布实施后,以前与此产品有关的文件均告作废,质量技术部门负责作废文件的回收、登记、销毁
三、生产中需革新,改进工艺和设备维修改变工艺参数时,必须报质量技术部门,由此统一更改工艺文件,其他部门和个人不得随意更改
四、本文件应妥善保管,当文件换版时须以旧换新
五、本文件的解释权归质量技术部门
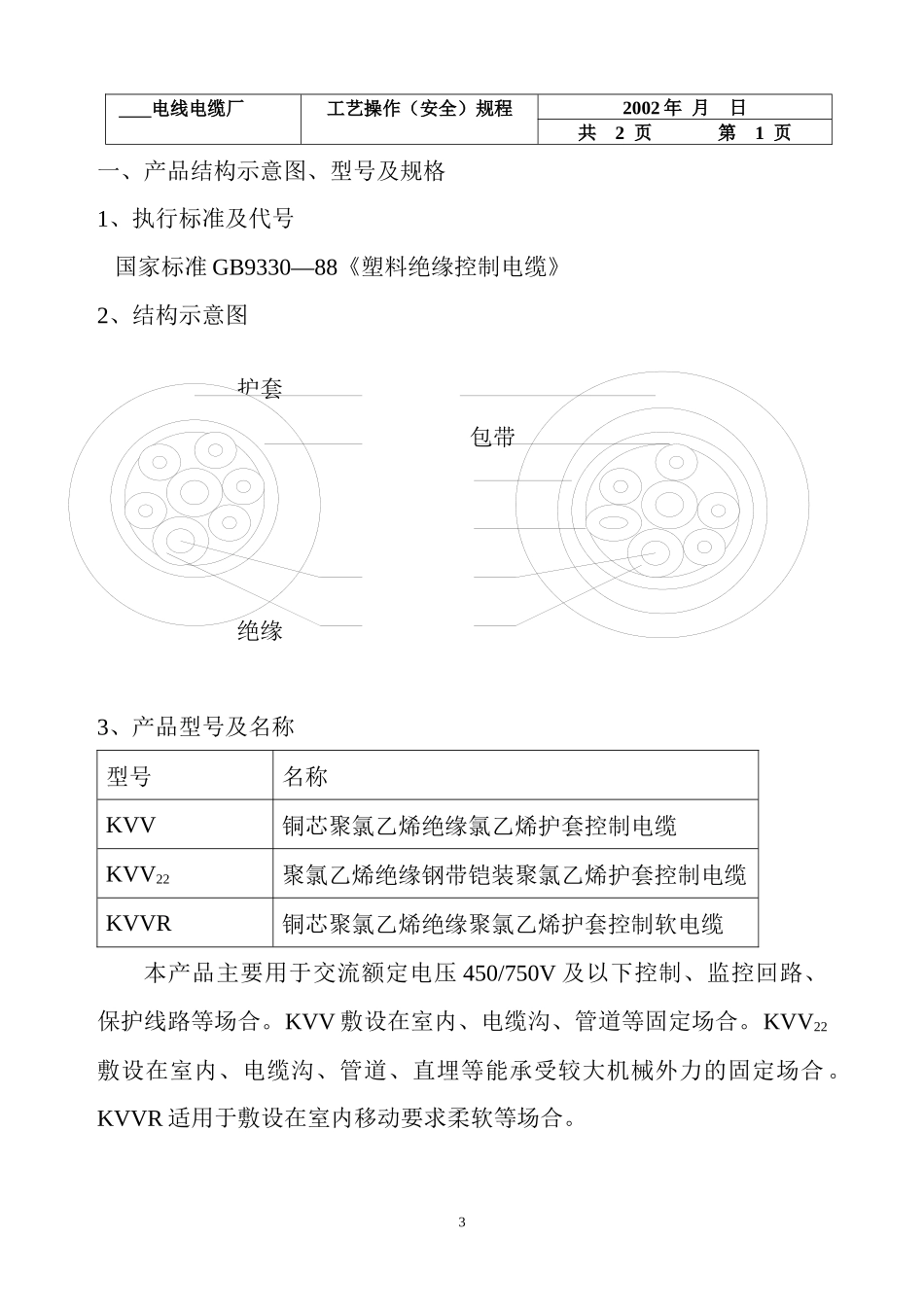
2电线电缆厂工艺操作(安全)规程2002年月日共2页第1页一、产品结构示意图、型号及规格1、执行标准及代号国家标准GB9330—88《塑料绝缘控制电缆》2、结构示意图护套包带钢带垫层导体绝缘3、产品型号及名称型号名称KVV铜芯聚氯乙烯绝缘氯乙烯护套控制电缆KVV22聚氯乙烯绝缘钢带铠装聚氯乙烯护套控制电缆KVVR铜芯聚氯乙烯绝缘聚氯乙烯护套控制软电缆本产品主要用于交流额定电压450/750V及以下控制、监控回路、保护线路等场合
KVV敷设在室内、电缆沟、管道等固定场合
KVV22敷设在室内、电缆沟、管道、直埋等能承受较大机械外力的固定场合
KVVR适用于敷设在室内移动要求柔软等场合
34、产品规格型号额定电压V导体标称截面mm20
0芯数KVV450/7502~372~142~4KVV227~374~44~144~4KVVR4~37电线电缆厂工艺操作(安全)规程2002年月日共2页第2页4二、本产品使用材料清单序号材料名称型号或代号技术标准或要求使用工序备注1电工圆铜线TRGB3953-83挤绝缘线、绞线2聚氯乙烯绝缘料PVC-11A类GB8815-88GB9330-88