杰瑞数控工作人员在现场线切割机床维修结束后,应认真填写维修记录,列出有关必备的备件的清单,建立用户档案,对于故障时间,现象,分析诊断方法,采用排故方法,如果有遗留问题应详尽记录,这样不仅使每次故障都有据可查,而且也可以积累维修经验
以上对于数控系统维修技术的阐述,是我们几年中近百次数控系统的调试和维修的经验的总结
虽然,数控系统种类繁多,故障千变万化,维修方法也不尽相同,一篇短文很难尽述,但是我们仍希望把一些基本方法与思路写出来,与大家交流以期能引起人们对数控系统维修技术的重视,维修技术的直接目的和结果是使数控系统恢复正常运行,从而保证生产的顺利进行
目前在我们国家数控技术正迅速向各工业部门渗透,随着电子技术的发展,数控技术在国民经济中的地位也就随之提高,那么对于数控技术重要组成部分—数控系统维修技术也应迅速适应数控技术飞速发展的要求,作为一名数控系统维修技术人员,就应该不断地学习和掌握新的知识与技术,寻找新的维修诊断的方法和手段,线切割机床为推动数控系统维修技术的发展做出应有的贡献
线切割机床的加工原理(1)线切割——数控电火花线切割加工的简称
(2)工作原理:利用移动的金属丝作工具电极,并在金属丝和工件间通以脉冲电流,利用脉冲放电的腐蚀作用对工件进行切割加工的
(3)由于它利用的是丝电极,因此,只能作轮廓切割加工
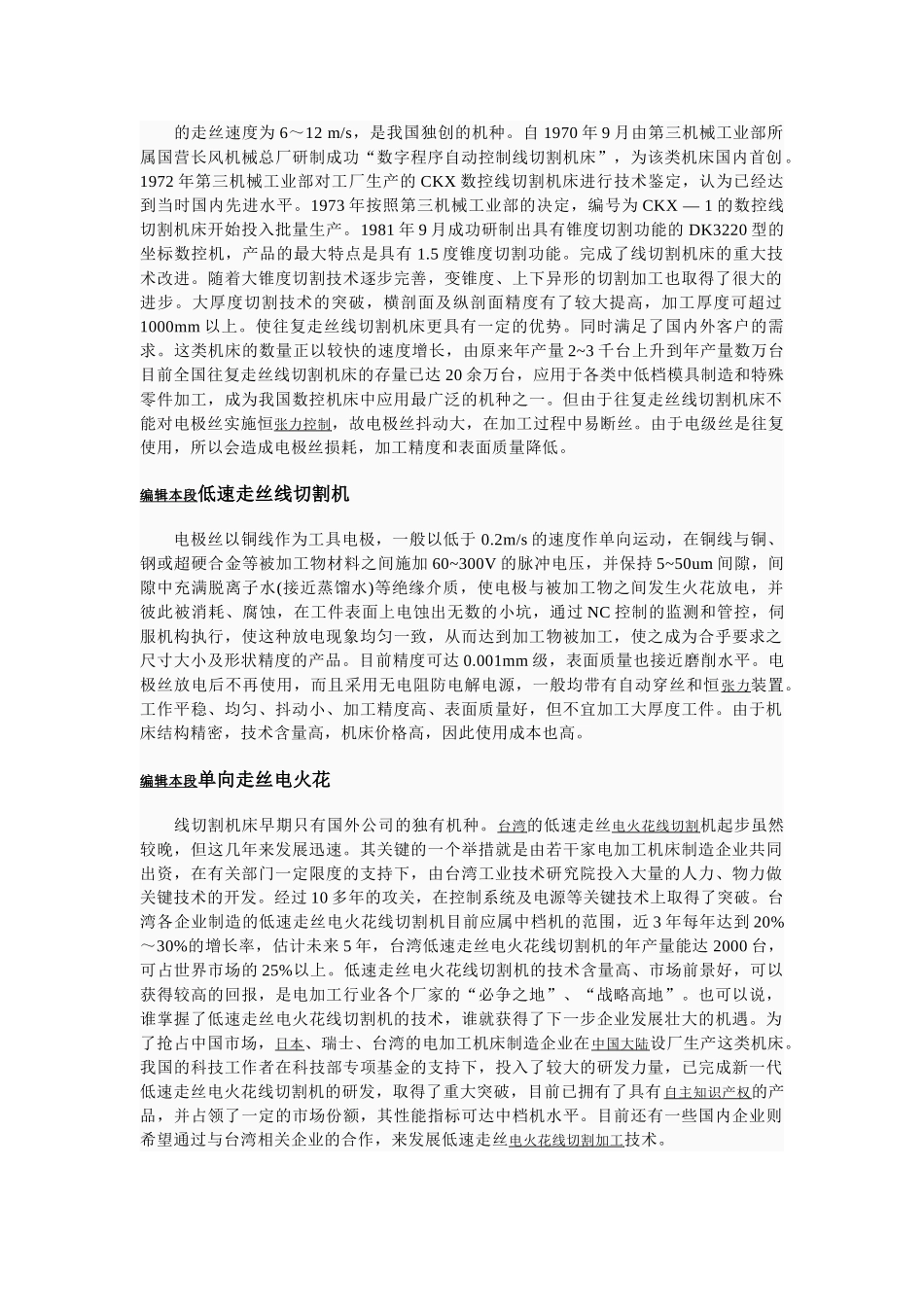
(4)工作原理如图2所示
图2线切割机床的加工原理1--数控装置2--储丝简3--导轮4--电极丝5--工件6--喷嘴7--绝缘板8--脉冲发生器9--液压泵10--水箱11--控制步进电动机(5)当工件与线电极间的间隙足以被脉冲电压击穿时,两者之间即产生火花放电而切割工件
(6)通过数控装置l发出的指令,控制步进电动机11,驱动X、Y两托板移动,可加工出任意曲线轮廓的工件
编辑本段往复走丝电火花线切割机床的走丝速度为6~12m/s,是我国独创的机种