供应商名称联系人姓名部门地址电话制造地点传真电子邮件首件检验报告的主要内容:1
首件检验的原因2
零部件的基本数据3
文件检查情况5
零部件检查情况6
改进的措施清单及建议7
首件检验的原因□新部件或新项目□新供应商或新工艺□更改后的检验或重新检验□更改零部件□重新的生产过程□其它原因2
零部件的基本数据序号零部件名称及描述XX标识号西门子标识号图纸号签署日期版本1
检验结果□通过允许批量供货□通过允许小批量()供货,稳定后自动批量供货□有条件的批准批准条件和数量:第2页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页□不通过放行产品的详细情况:对应序号是是1)否备注12345678910111213141516171819是1):按约定放行
在第6章提到的约定条件下接受产品放行
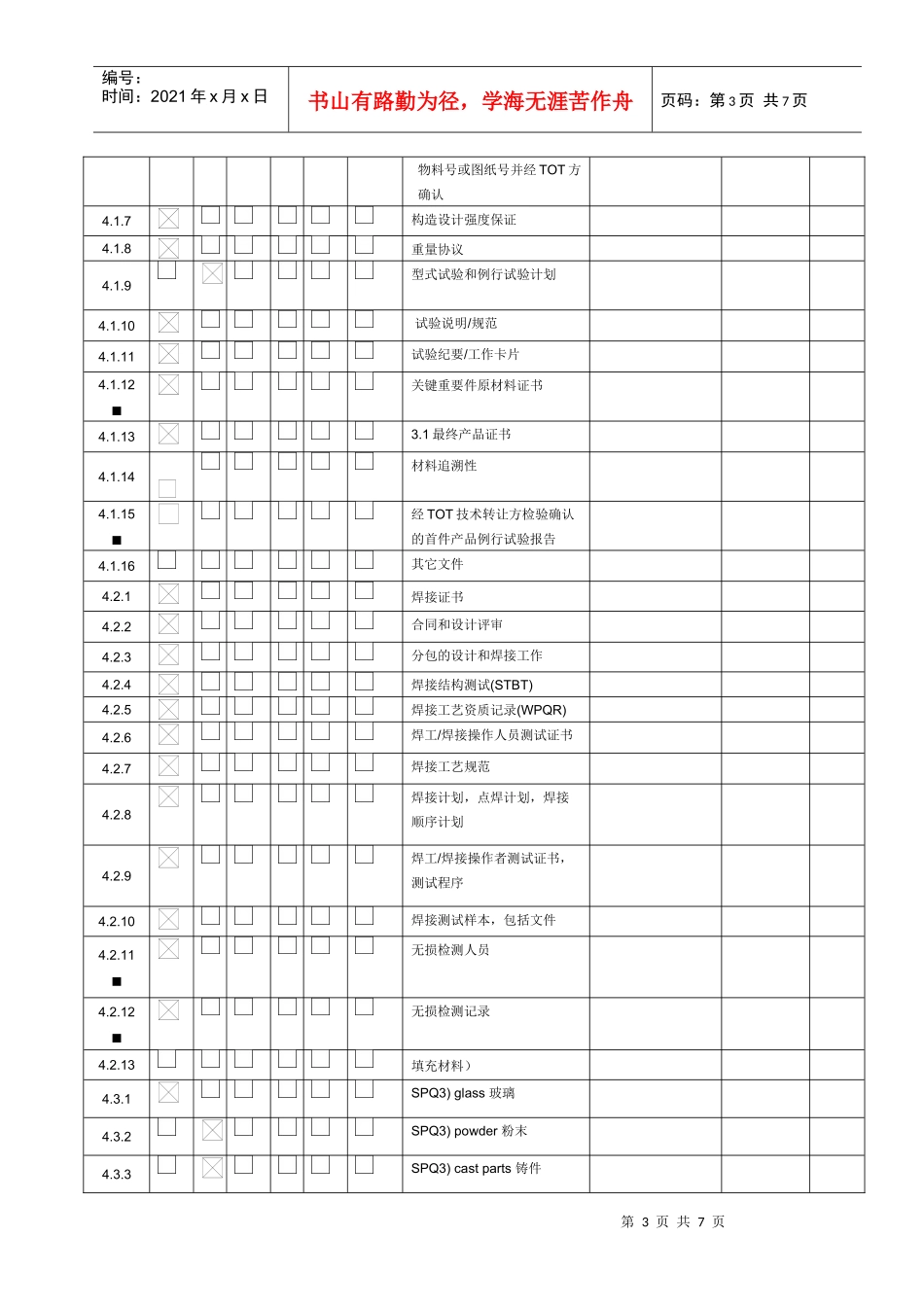
文件检查序列号是否必要接收情况结果任务编号发布日期版本yesnoyesnoo
1Q0-Q8质量要求4
3证书认可(9000证书)4
4■由TOT方确认的零件或服务的下级供应商名单,4
5主要图纸4
6■主要物料的零件清单图纸清单
零件清单应包括规格、第3页共7页第2页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共7页物料号或图纸号并经TOT方确认4
7构造设计强度保证4
8重量协议4
9型式试验和例行试验计划4
10试验说明/规范4
11试验纪要/工作卡片4
12■关键重要件原材料证书4
1最终产品证书4
14材料追溯性4
15■经TOT技术转让方检验确认的首件产品例行试验报告4
16其它文件4
1焊接证书4
2合同和设计评审4
3分包的设计和焊接工