基于PLC和触摸屏技术的压铸机控制系统摘要:本文介绍了触摸屏结合PLC在压铸机控制系统中的应用,并对该控制系统中的触摸屏页面设计和PLC的原理及作用进行了分析
关键词:PLC触摸屏压铸机抗干扰中图分类号:TP273引言:压铸机作为有色金属铸件生产的重要装备,通常是在现场环境恶劣,电磁干扰严重的环境下工作,其供电系统也常受大负荷设备启停的干扰,决定了其控制系统的高抗干扰性[1]
采用可编程逻辑控制器PLC,可利用其硬件和软件上采取的一系列抗干扰措施,使它可以直接安装于工业现场而稳定可靠地工作
但单纯的PLC控制系统不宜实现现场监控以及工艺参数的现场设置和修改
若采用上位监控计算机PC与PLC通信的方式进行监控和参数设置,不仅投资成本高,而且上位机一般难于设置在压铸机高温、辐射、高电气干扰的生产现场,不便于现场操作人员对生产过程实施监控和参数的在线设置
鉴于压铸机控制系统工艺参数较多,且需要人机交互,使用可靠性高的触摸屏就是很好的选择
通过触摸屏和PLC结合使用,可以在触摸屏中直接设定目标值并与生产实际值作比较,并可实时监控到系统各工艺参数的大小和变化趋势,实现报警、故障诊断等功能[2],从成本、开发、维护上更适合于压铸机控制系统
1.控制系统硬件组成与结构原理压铸机控制系统本身是通过各种接口与外围设备与生产过程发生关系,并对生产过程的各个工艺参数进行数据处理和控制的
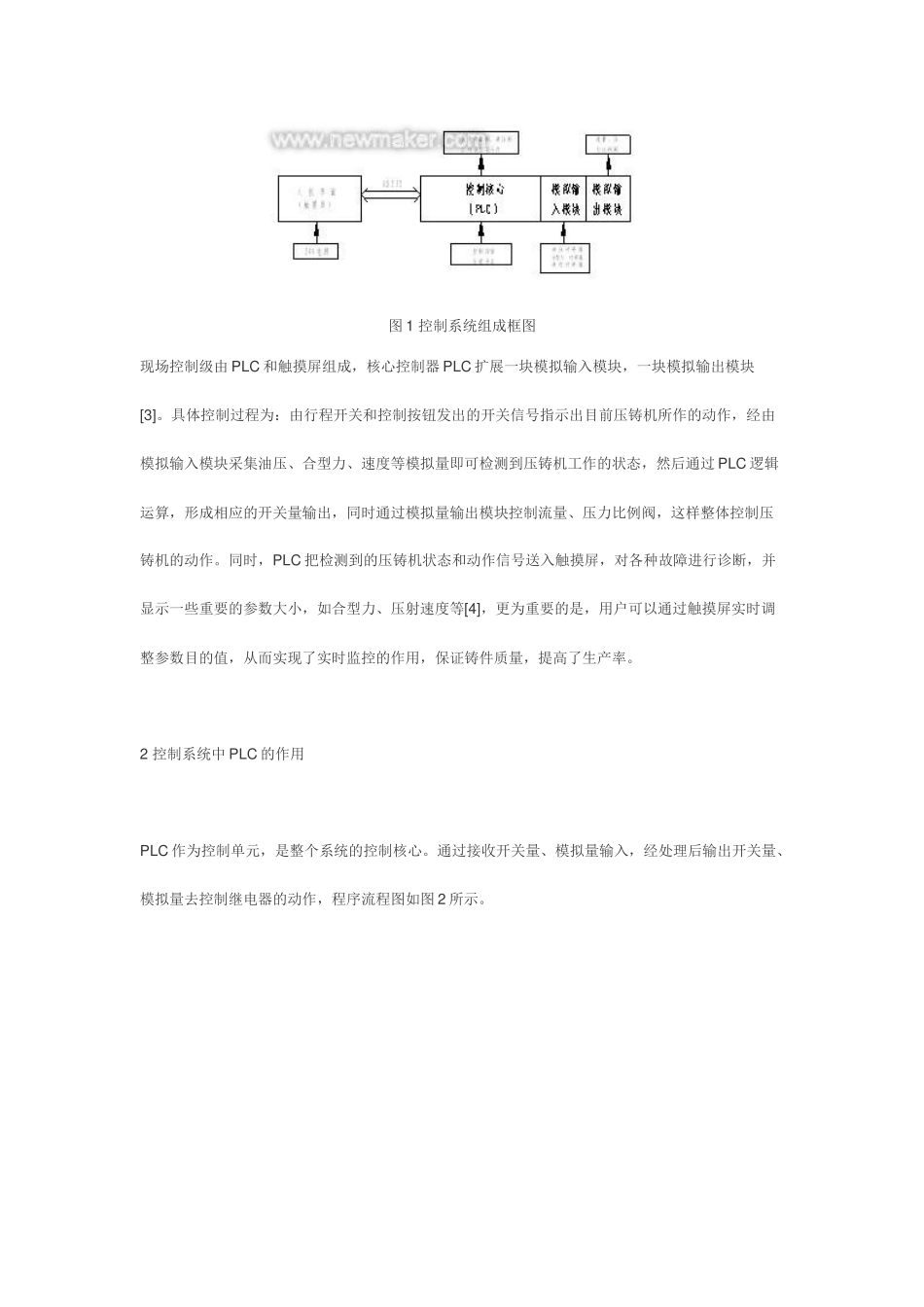
控制系统组成框图如图1所示
图1控制系统组成框图现场控制级由PLC和触摸屏组成,核心控制器PLC扩展一块模拟输入模块,一块模拟输出模块[3]
具体控制过程为:由行程开关和控制按钮发出的开关信号指示出目前压铸机所作的动作,经由模拟输入模块采集油压、合型力、速度等模拟量即可检测到压铸机工作的状态,然后通过PLC逻辑运算,形成相应的开关量输出,同时通过模拟量输出模块控制流量、压力比例阀,这样整体控制压铸机的动作