第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共12页电器外壳塑料膜设计第一章塑件成型工艺分析一、拟定制品成型工艺该制品是一个电器外壳,如图1所示
外壳属于薄壁塑件,生产批量大
材料为绝缘性能较好的低密度聚乙烯,成型工艺性能好,可以注射成型
工艺性与结构分析:精度等级:采用一般精度5级脱模斜度:型腔25-40´,型芯20-40´(塑件内孔以型芯小端为准;塑件外形以型腔大端为准)一般情况下,脱模斜度不包括在塑件的公差范围内
当要求开模后塑件留在型腔内时,塑件内表面的脱模斜度应不大于塑件外表面的脱模斜度
二,热塑性塑料低密度聚乙烯的注射成型工艺1
注射成型工艺过程(1)预烘干——→装入料斗——→预塑化——→注射装置准备注射——→注射——→保压——→冷却——→脱模——→塑件送下工序(2)预热、清理模具——→涂脱模剂——→合模——→注射2.低密度聚乙烯的注射成型工艺参数(1)注射机:螺杆式(2)螺杆转速(r/min):14——200(3)预热和干燥:温度(°C)90——100时间(h)2
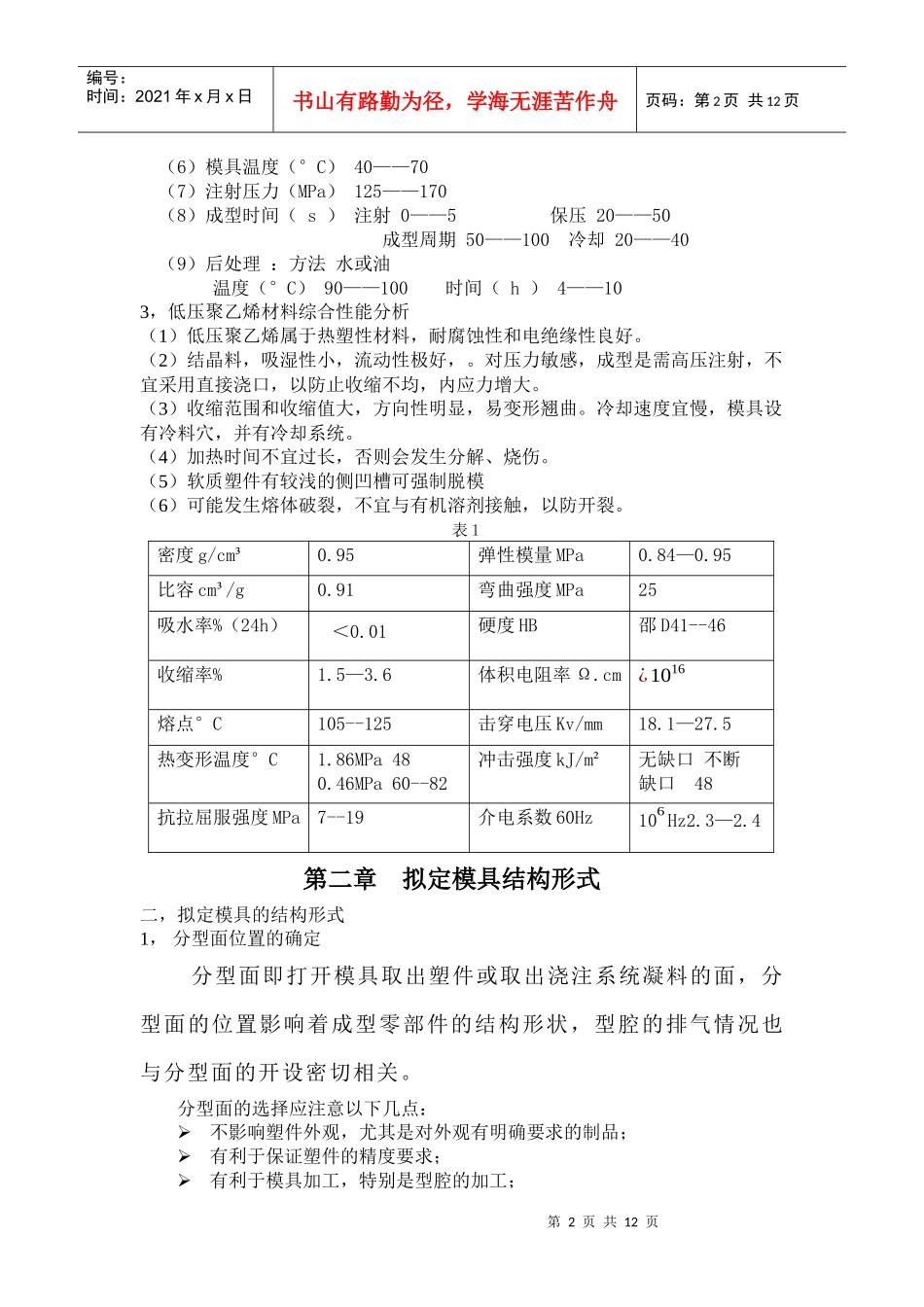
5(4)料筒温度(°C)后段90——110中段125——140前段110——125(5)喷嘴温度(°C)110——120;喷嘴形式自锁式第2页共12页第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共12页(6)模具温度(°C)40——70(7)注射压力(MPa)125——170(8)成型时间(s)注射0——5保压20——50成型周期50——100冷却20——40(9)后处理:方法水或油温度(°C)90——100时间(h)4——103,低压聚乙烯材料综合性能分析(1)低压聚乙烯属于热塑性材料,耐腐蚀性和电绝缘性良好
(2)结晶料,吸湿性小,流动性极好,
对压力敏感,成型是需高压注射,不宜采用直接浇口,以防止收