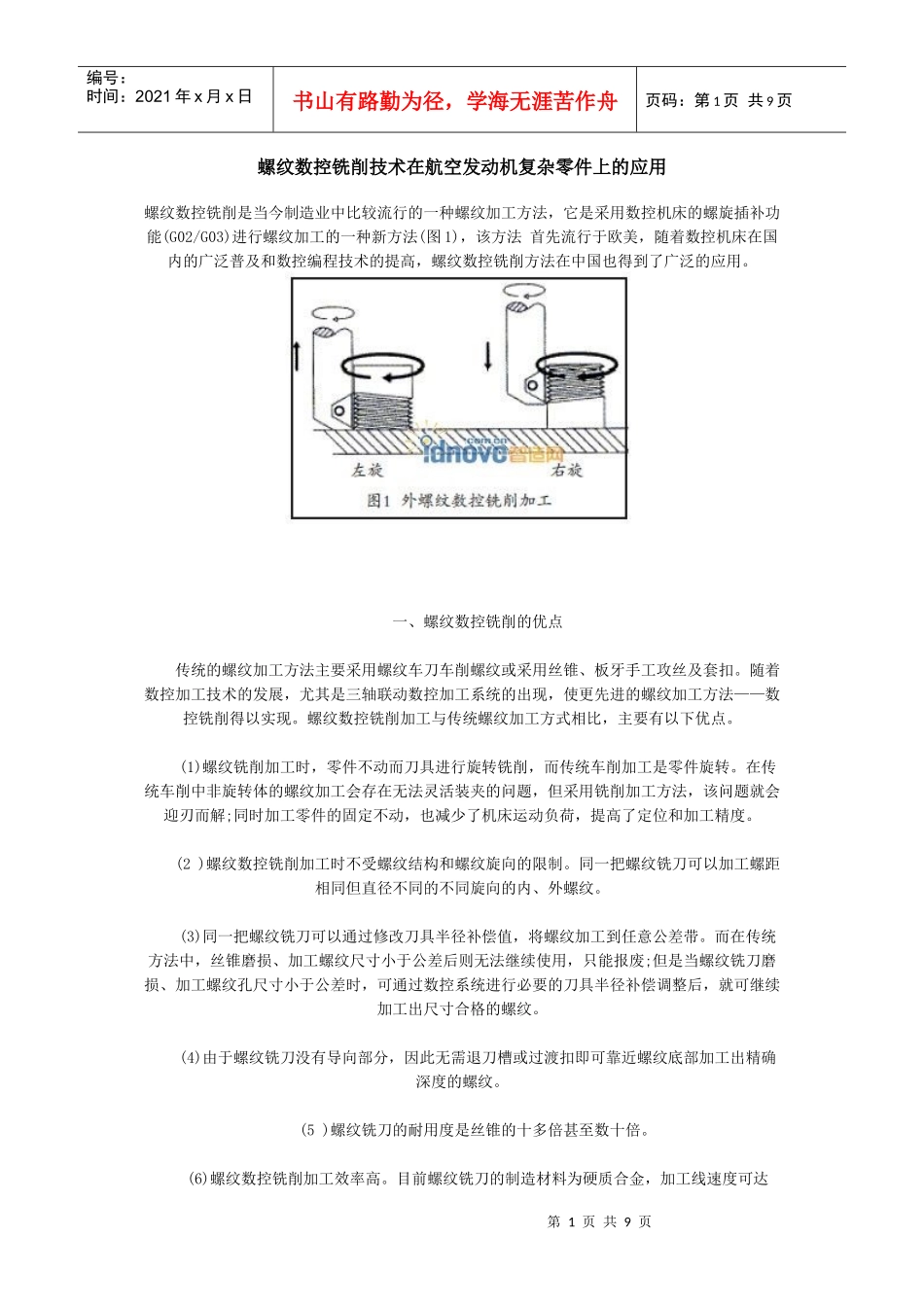
第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页螺纹数控铣削技术在航空发动机复杂零件上的应用螺纹数控铣削是当今制造业中比较流行的一种螺纹加工方法,它是采用数控机床的螺旋插补功能(G02/G03)进行螺纹加工的一种新方法(图1),该方法首先流行于欧美,随着数控机床在国内的广泛普及和数控编程技术的提高,螺纹数控铣削方法在中国也得到了广泛的应用
一、螺纹数控铣削的优点传统的螺纹加工方法主要采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣
随着数控加工技术的发展,尤其是三轴联动数控加工系统的出现,使更先进的螺纹加工方法——数控铣削得以实现
螺纹数控铣削加工与传统螺纹加工方式相比,主要有以下优点
(1)螺纹铣削加工时,零件不动而刀具进行旋转铣削,而传统车削加工是零件旋转
在传统车削中非旋转体的螺纹加工会存在无法灵活装夹的问题,但采用铣削加工方法,该问题就会迎刃而解;同时加工零件的固定不动,也减少了机床运动负荷,提高了定位和加工精度
(2)螺纹数控铣削加工时不受螺纹结构和螺纹旋向的限制
同一把螺纹铣刀可以加工螺距相同但直径不同的不同旋向的内、外螺纹
(3)同一把螺纹铣刀可以通过修改刀具半径补偿值,将螺纹加工到任意公差带
而在传统方法中,丝锥磨损、加工螺纹尺寸小于公差后则无法继续使用,只能报废;但是当螺纹铣刀磨损、加工螺纹孔尺寸小于公差时,可通过数控系统进行必要的刀具半径补偿调整后,就可继续加工出尺寸合格的螺纹
(4)由于螺纹铣刀没有导向部分,因此无需退刀槽或过渡扣即可靠近螺纹底部加工出精确深度的螺纹
(5)螺纹铣刀的耐用度是丝锥的十多倍甚至数十倍
(6)螺纹数控铣削加工效率高
目前螺纹铣刀的制造材料为硬质合金,加工线速度可达第2页共9页第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共9页80m/min~2