零件热处理裂纹的分析与对策零件在热处理过程中产生的裂纹是最严重的热处理缺陷之一
这种缺陷通常是无法补救的,零件只能报废,因而它引起了热处理工作者的特别重视
1.零件热处理裂纹产生的原因零件在热处理过程中会产生很大的内应力(组织应力和热应力),当这些应力超过钢的屈服强度时,会引起零件的变形;当应力更大,超过钢的抗拉强度时,则会造成零件的开裂
作用在零件上的应力有两种:压应力和拉应力
淬火时形成的拉应力是引起淬火裂纹的主要原因
但是当钢的塑性较高时,即使有较大的拉应力也不会引起零件的开裂,比如没有发生组织转变的去应力退火,获得较多残留奥氏体的等温淬火等
只有在应力较大,又具备了高硬度、脆性大的组织时,才容易造成零件的开裂
故淬火裂纹的形成必须同时存在两个条件:一是具有脆性组织;二是拉应力超过了此时钢的抗拉强度(当然其他情况也能促使零件裂纹发生,比如原材料缺陷、设计及机械加工不当造成的缺陷等)
2.关于裂纹的类型裂纹的分类方法各种各样
按裂纹的方向分,有纵向裂纹、横向裂纹、弧形裂纹和网状裂纹(又称龟裂)等;按裂纹发生的位置分,有表层裂纹(或称表面裂纹)和内部裂纹;按裂纹发生在不同的工序分,有锻造裂纹、焊接裂纹、淬火裂纹、回火裂纹、冷处理裂纹、酸洗裂纹及磨削裂纹等
零件在热处理过程中以淬火裂纹为最多
3.裂纹的分辨方法如何区分究竟是淬火裂纹、回火裂纹、锻造裂纹还是磨削裂纹等是很重要的,这样便于准确查找裂纹发生在哪一工序,有利于分析裂纹产生的原因
第一,注意淬火裂纹和磨削裂纹形态的不同
对于淬火时未发现而在磨削后才发现的裂纹,要区别是淬火裂纹还是磨削裂纹
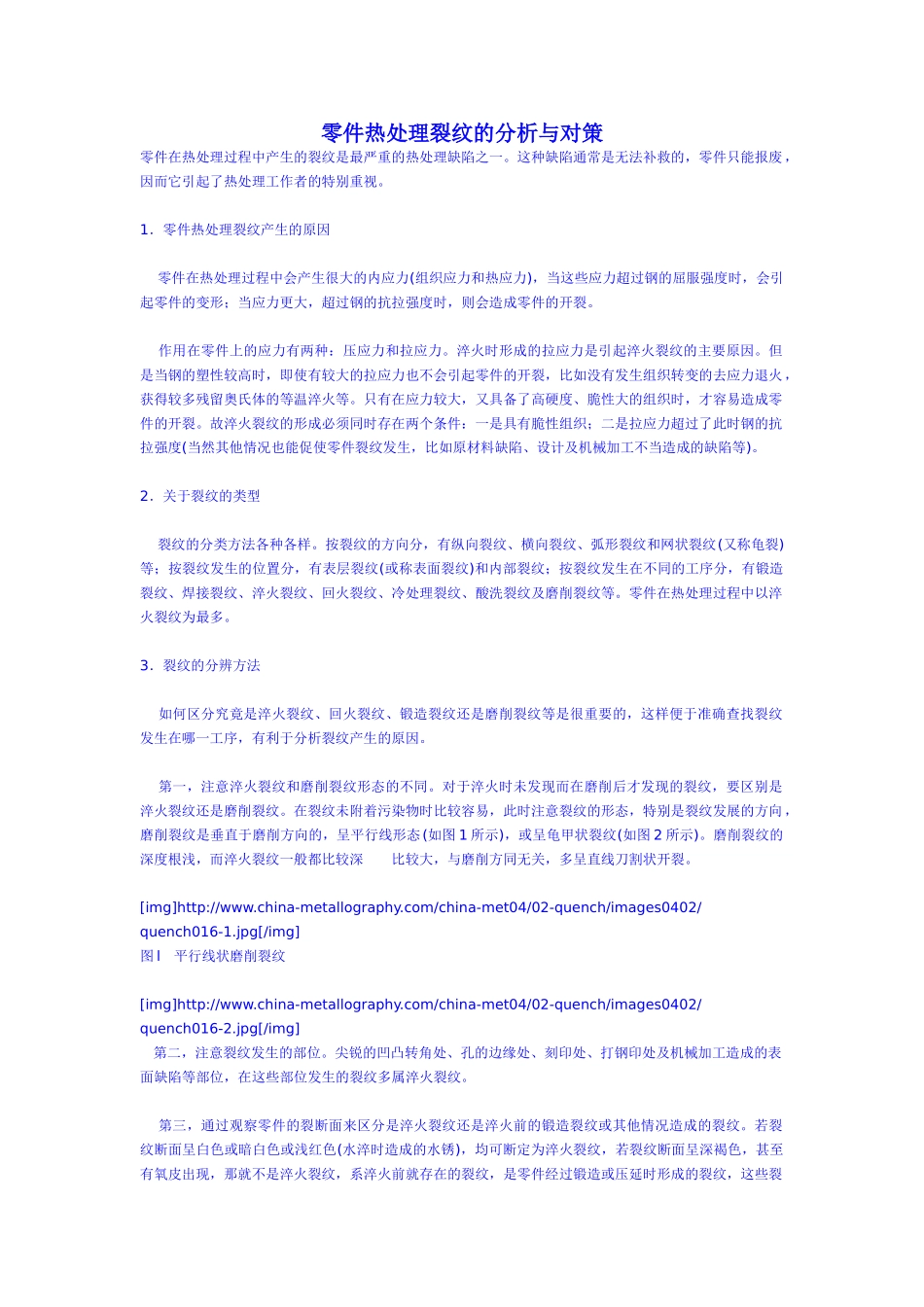
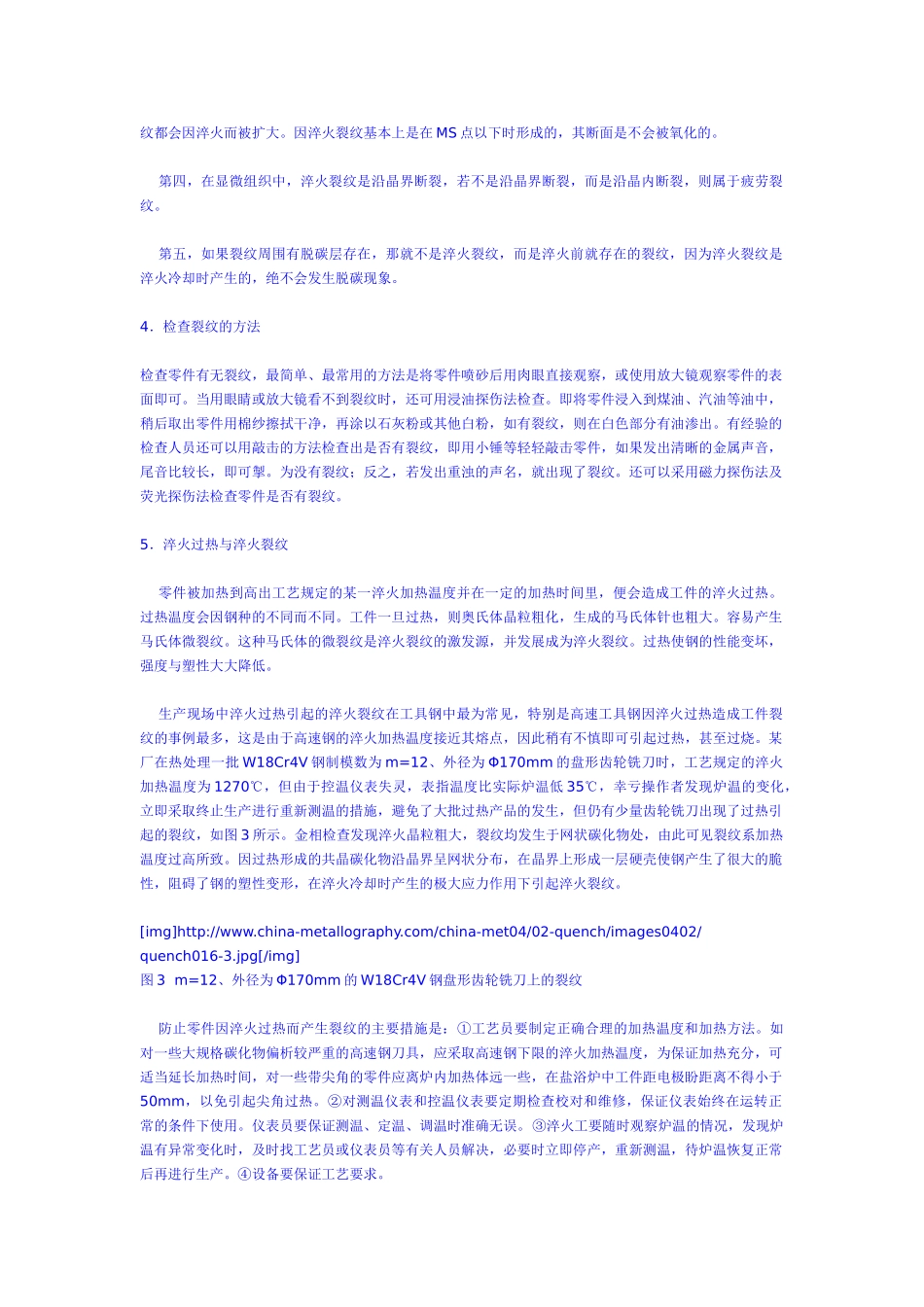
在裂纹未附着污染物时比较容易,此时注意裂纹的形态,特别是裂纹发展的方向,磨削裂纹是垂直于磨削方向的,呈平行线形态(如图1所示),或呈龟甲状裂纹(如图2所示)
磨削裂纹的深度根浅,而淬火裂纹一般都比较深比较大,与磨削方同无关,多呈直线