第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共11页高速铣削与数控编程技术高速铣削一般采用高的铣削速度,适当的进给量,小的径向和轴向铣削深度
一般情况下,高速铣削的铣削速度要比常规速度高出5~10倍,其材料去除率是常规铣削的3~5倍以上
铣削时,大量的铣削热被切屑带走,因此工件的表面温度较低[2]
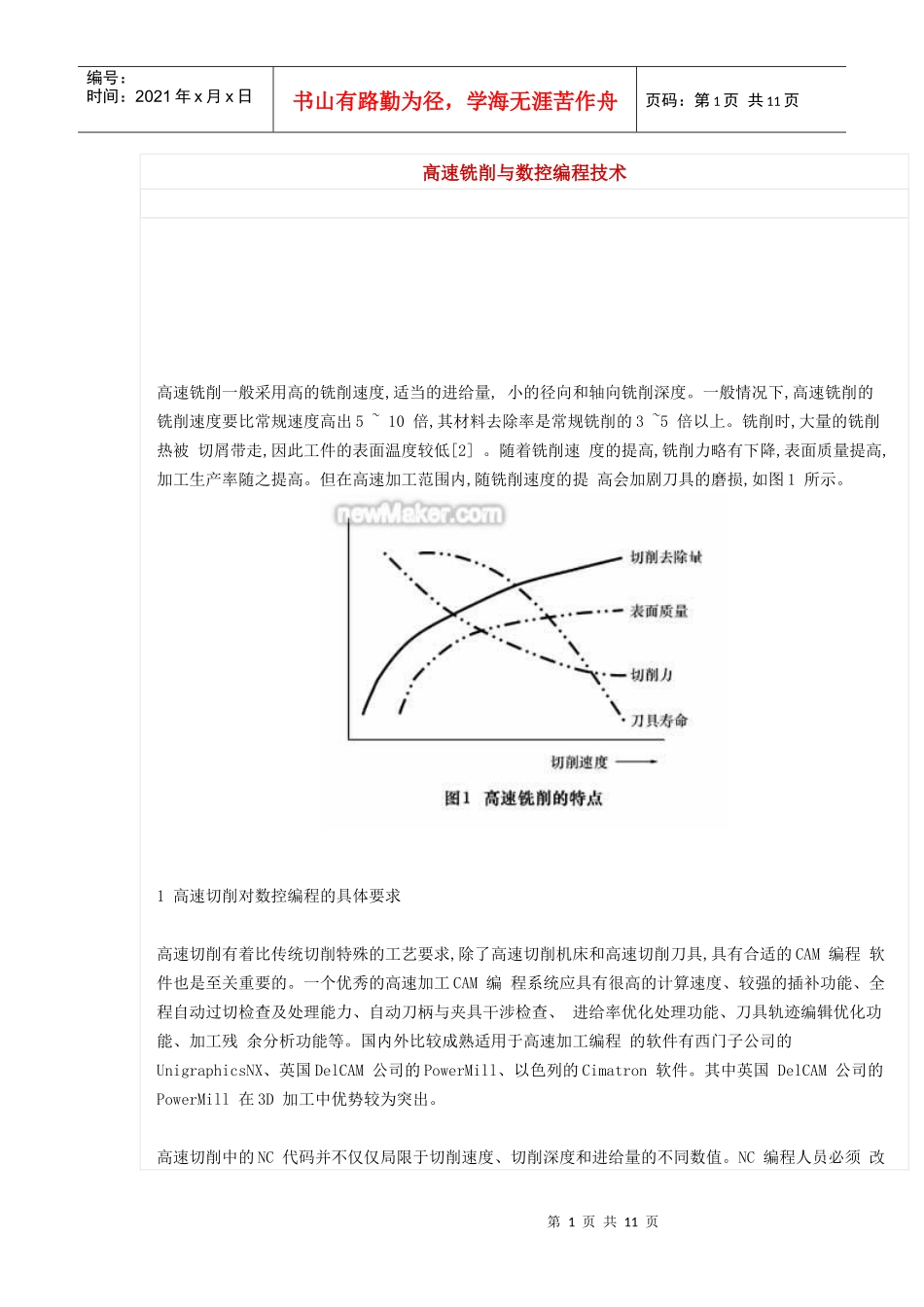
随着铣削速度的提高,铣削力略有下降,表面质量提高,加工生产率随之提高
但在高速加工范围内,随铣削速度的提高会加剧刀具的磨损,如图1所示
1高速切削对数控编程的具体要求高速切削有着比传统切削特殊的工艺要求,除了高速切削机床和高速切削刀具,具有合适的CAM编程软件也是至关重要的
一个优秀的高速加工CAM编程系统应具有很高的计算速度、较强的插补功能、全程自动过切检查及处理能力、自动刀柄与夹具干涉检查、进给率优化处理功能、刀具轨迹编辑优化功能、加工残余分析功能等
国内外比较成熟适用于高速加工编程的软件有西门子公司的UnigraphicsNX、英国DelCAM公司的PowerMill、以色列的Cimatron软件
其中英国DelCAM公司的PowerMill在3D加工中优势较为突出
高速切削中的NC代码并不仅仅局限于切削速度、切削深度和进给量的不同数值
NC编程人员必须改第2页共11页第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共11页变他们的全部加工策略,以创建有效、精确、安全的刀具路径,从而得到预期的表面精度[2]
数控编程时首先要注意加工方法的安全性和有效性;其次要尽一切可能保证刀具轨迹光滑平稳,这会直接影响加工质量和机床主轴等零件的寿命;最后要尽量使刀具载荷均匀,这会直接影响刀具的寿命
高速切削对数控编程的具体要求如下
1保持恒定的切削载荷高速铣削过程中保持恒定的切削载荷非常重要,这会直接影响工