第1页共4页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共4页端盖冲压工艺及模具设计摘要]介绍了端盖的改进设计,扼要分析了批量生产条件下其冲压工艺过程及模具设计要点,并阐述了铸件改冲压件的优点、可生性、经济性等
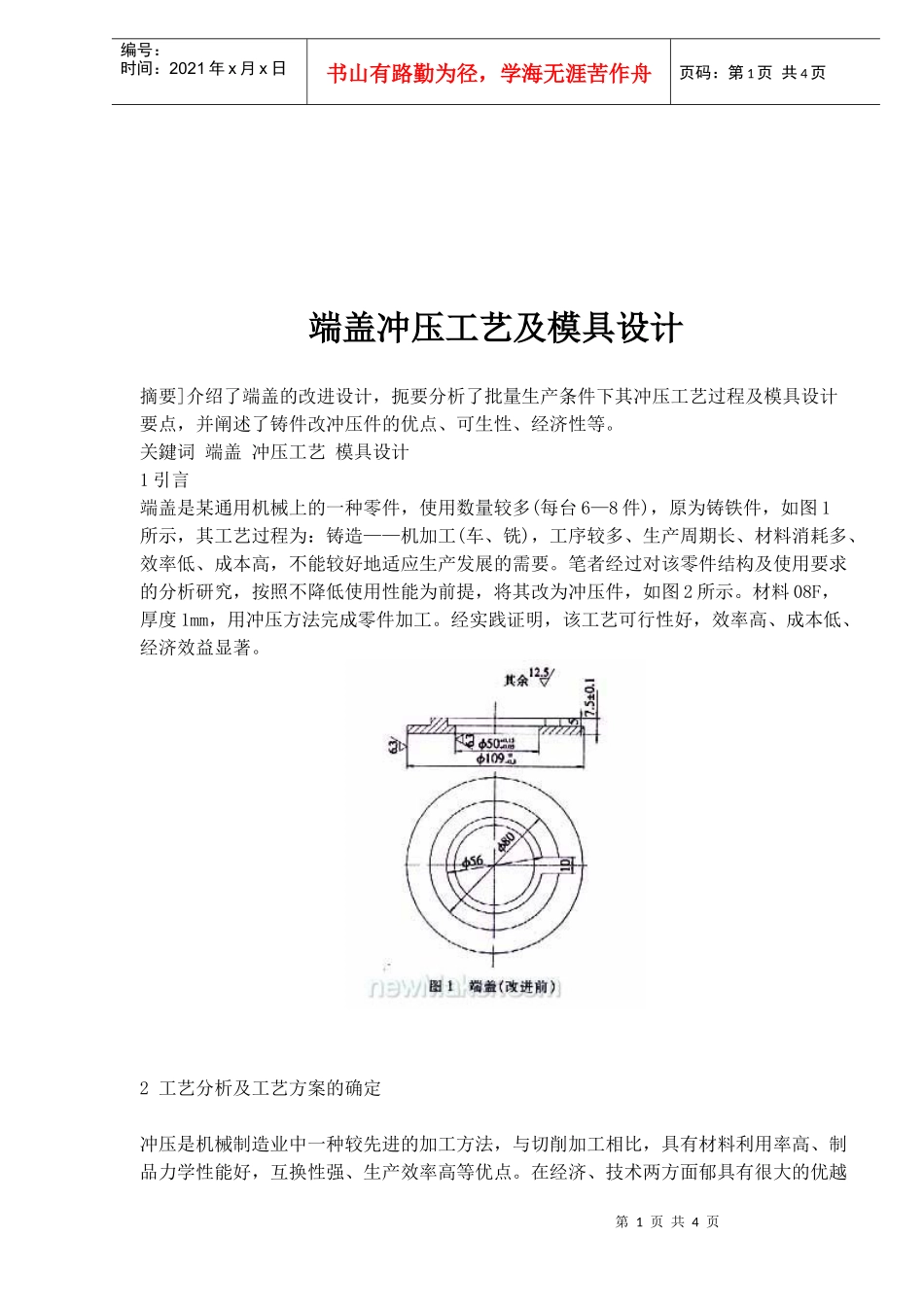
关鍵词端盖冲压工艺模具设计1引言端盖是某通用机械上的一种零件,使用数量较多(每台6—8件),原为铸铁件,如图1所示,其工艺过程为:铸造——机加工(车、铣),工序较多、生产周期长、材料消耗多、效率低、成本高,不能较好地适应生产发展的需要
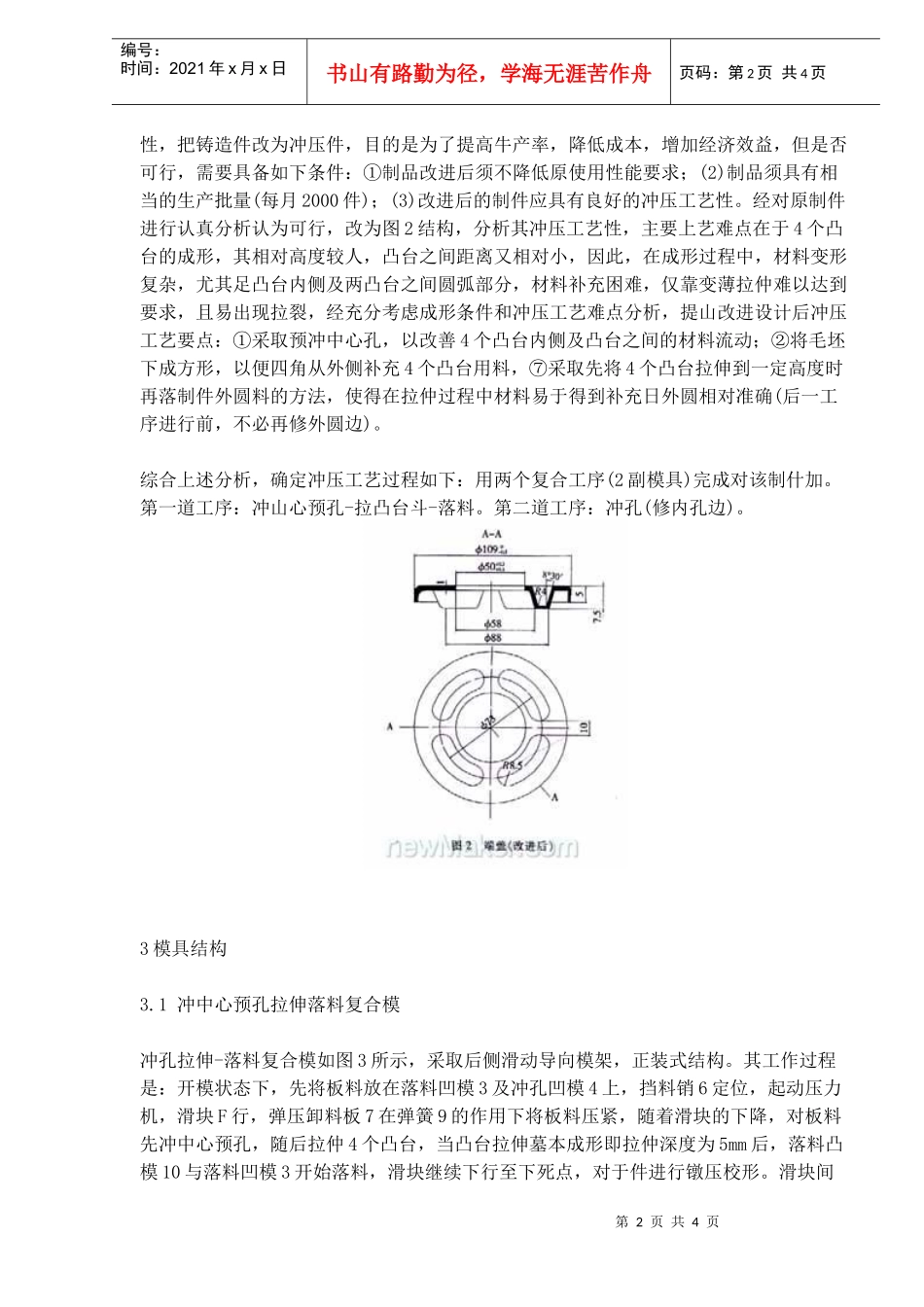
笔者经过对该零件结构及使用要求的分析研究,按照不降低使用性能为前提,将其改为冲压件,如图2所示
材料08F,厚度1mm,用冲压方法完成零件加工
经实践证明,该工艺可行性好,效率高、成本低、经济效益显著
2工艺分析及工艺方案的确定冲压是机械制造业中一种较先进的加工方法,与切削加工相比,具有材料利用率高、制品力学性能好,互换性强、生产效率高等优点
在经济、技术两方面郁具有很大的优越第2页共4页第1页共4页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共4页性,把铸造件改为冲压件,目的是为了提高牛产率,降低成本,增加经济效益,但是否可行,需要具备如下条件:①制品改进后须不降低原使用性能要求;(2)制品须具有相当的生产批量(每月2000件);(3)改进后的制件应具有良好的冲压工艺性
经对原制件进行认真分析认为可行,改为图2结构,分析其冲压工艺性,主要上艺难点在于4个凸台的成形,其相对高度较人,凸台之间距离又相对小,因此,在成形过程中,材料变形复杂,尤其足凸台内侧及两凸台之间圆弧部分,材料补充困难,仅靠变薄拉仲难以达到要求,且易出现拉裂,经充分考虑成形条件和冲压工艺难点分析,提山改进设计后冲压工艺要点:①采取预冲中心孔,以改善4个凸台内侧及凸台之间的材料流动;②将毛坯下成方形,以便四角从外侧