第1页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共33页塑件的工艺性分析1.使用性能、制件技术要求和生产要求该塑件为盖状,用于防尘
根据要求,采用大批量生产,采用注塑成型
2.了解塑件材料选择材料:高密度聚乙烯(HDPE)材料特性:1
密度小,在-75℃下保持软质2
耐酸碱及有机溶剂3
介电性能很好4
成本低,成型加工方便应用情况:常用于机器罩﹑盖﹑手柄﹑机床低速导轨﹑滑道﹑工具箱﹑日用品﹑及周转箱成型条件:料筒温度200—300℃℃模具温度10—60℃℃成型收缩率1
5%—5%流动比(L/T)200—600密度(g
cm-3)0
塑件的结构工艺性分析(1)塑件厚度为2㎜,壁厚均匀,塑件成型性能良好;(2)塑件本身有一定斜度,利于脱模;(3)从塑件结构看,设置一个分型面注射机的选择(一)注射机的初选1.塑件的体积计算利用PRO/E软件进行三维实体建模,并可直接通过软件进行分析,查询到塑件的体积为:V=26
注射机的选用第2页共33页第1页共33页型号项目编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共33页选用注射机时,通常是以某塑件(或模具)实际需要的注射量初选某一公称注射量的注射机型号,然后依次对该机型的公称注射压力、公称锁模力、模板行程以及模具安装部分的尺寸一一进行校核
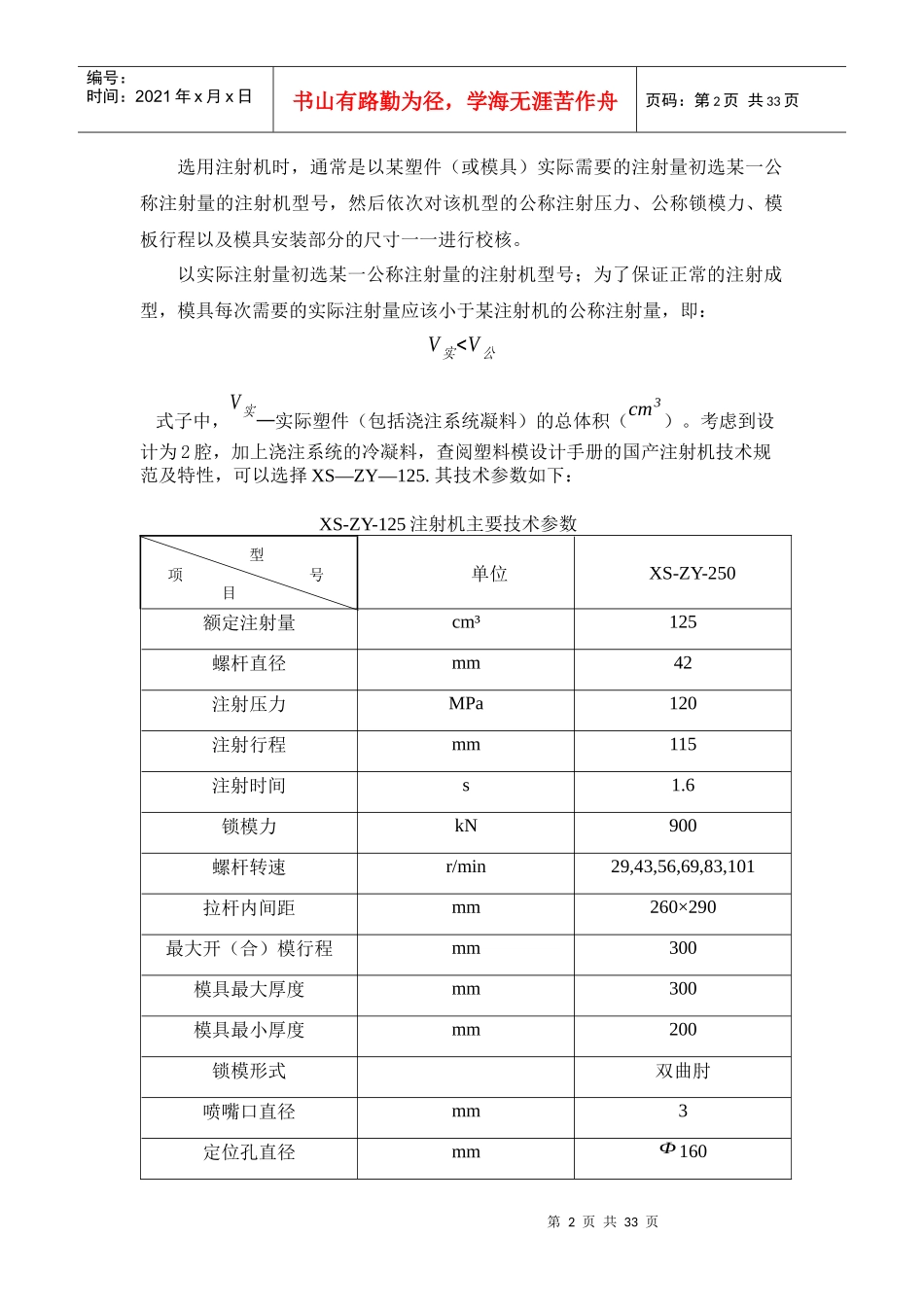
以实际注射量初选某一公称注射量的注射机型号;为了保证正常的注射成型,模具每次需要的实际注射量应该小于某注射机的公称注射量,即:V实P0
我们这里选70MPa
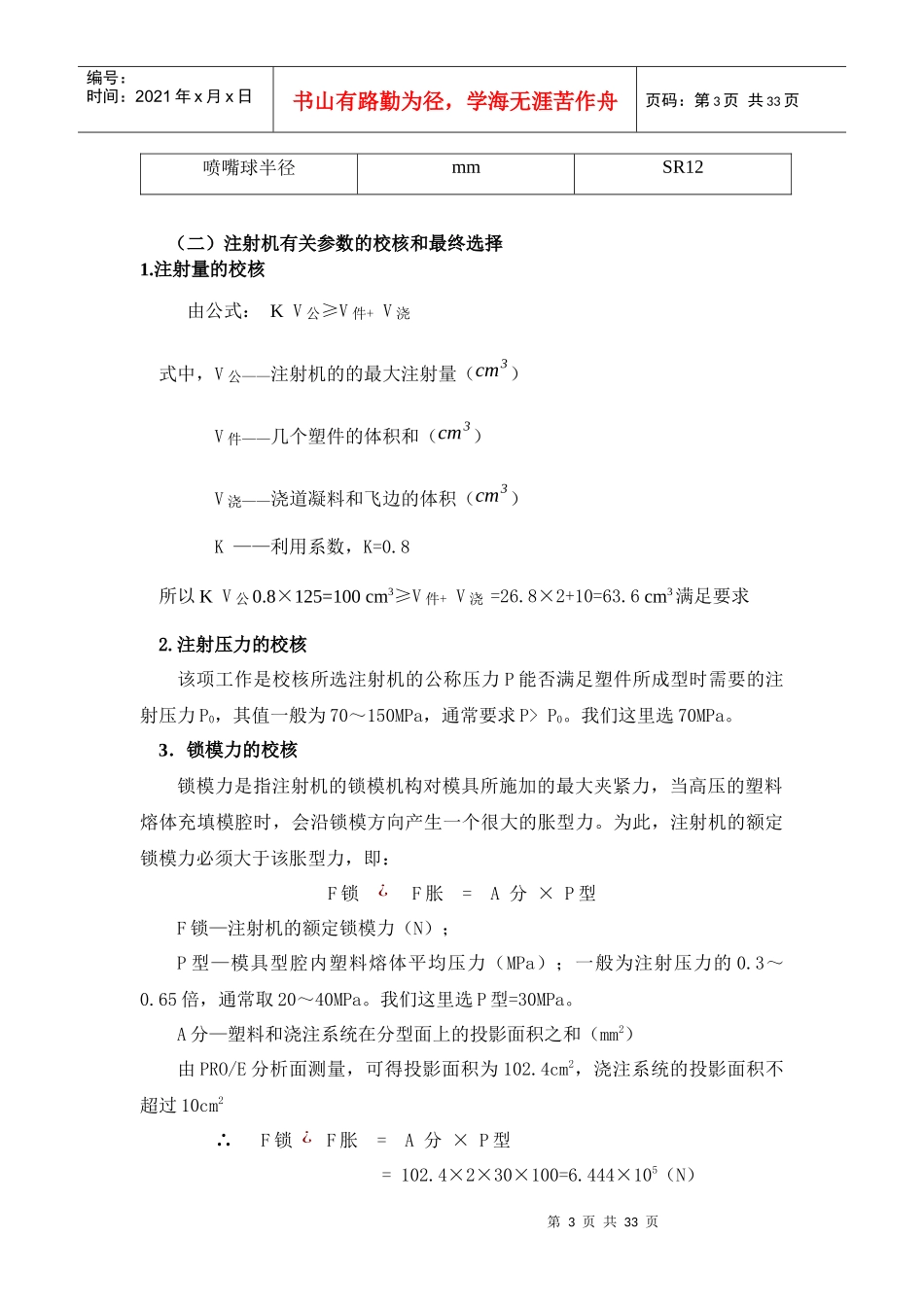
3.锁模力的校核锁模力是指注射机的锁模机构对模具所施加的最大夹紧力,当高压的塑料熔体充填模腔时,会沿锁模方向产生一个很大的胀型力
为此,注射机的额定锁模力必须大于该胀型力,即:F锁¿F胀=A分×P型F锁—注射机的额定锁模力(N);P型—模具型腔内塑料