第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页钣金工艺与模具设计培训一、钣金工艺及模具简介:钣金工艺大体可以分为四类:冲裁、弯曲、拉伸、成形
1、冲裁是一种分离材料的工序
冲裁工序包括:落料、冲孔、切断、冲缺等
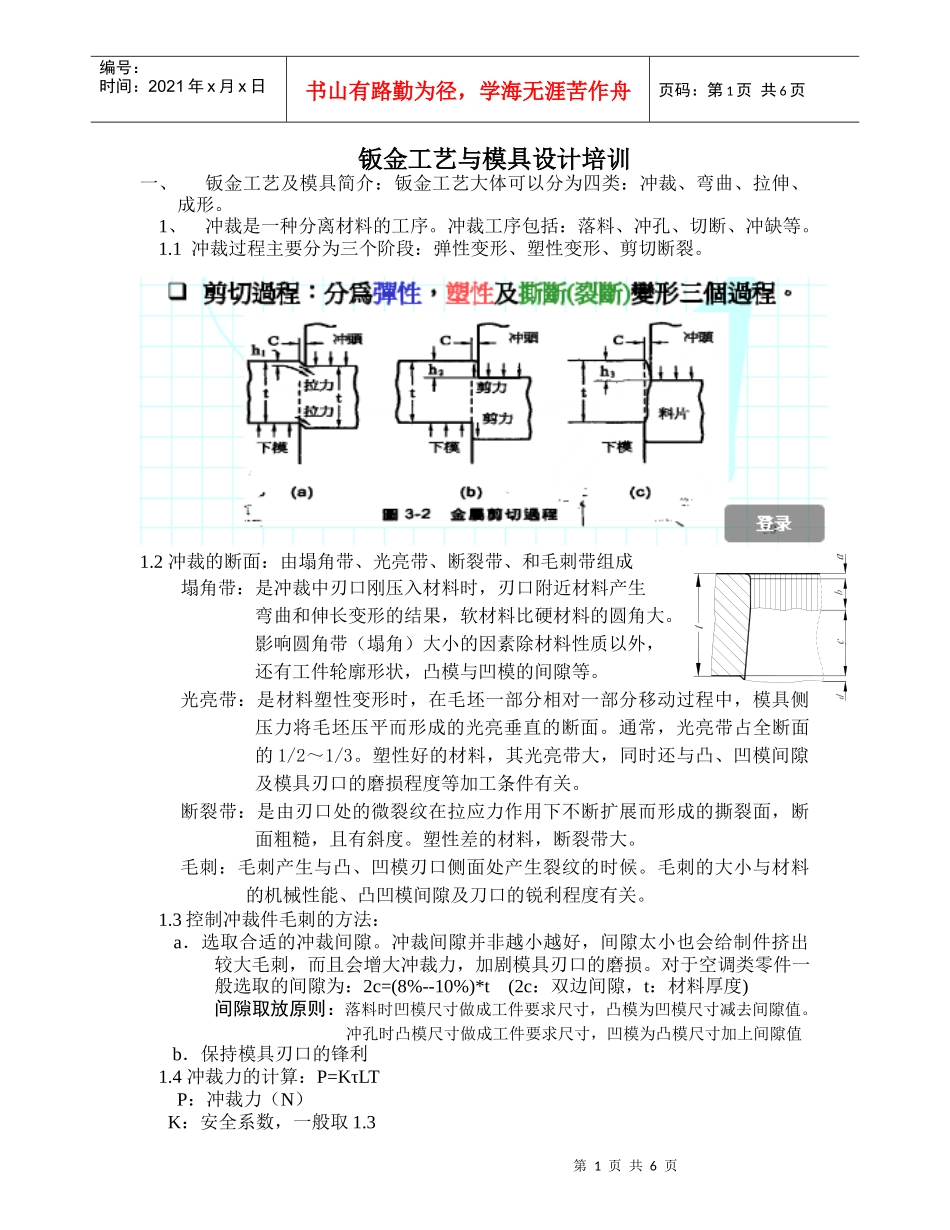
1冲裁过程主要分为三个阶段:弹性变形、塑性变形、剪切断裂
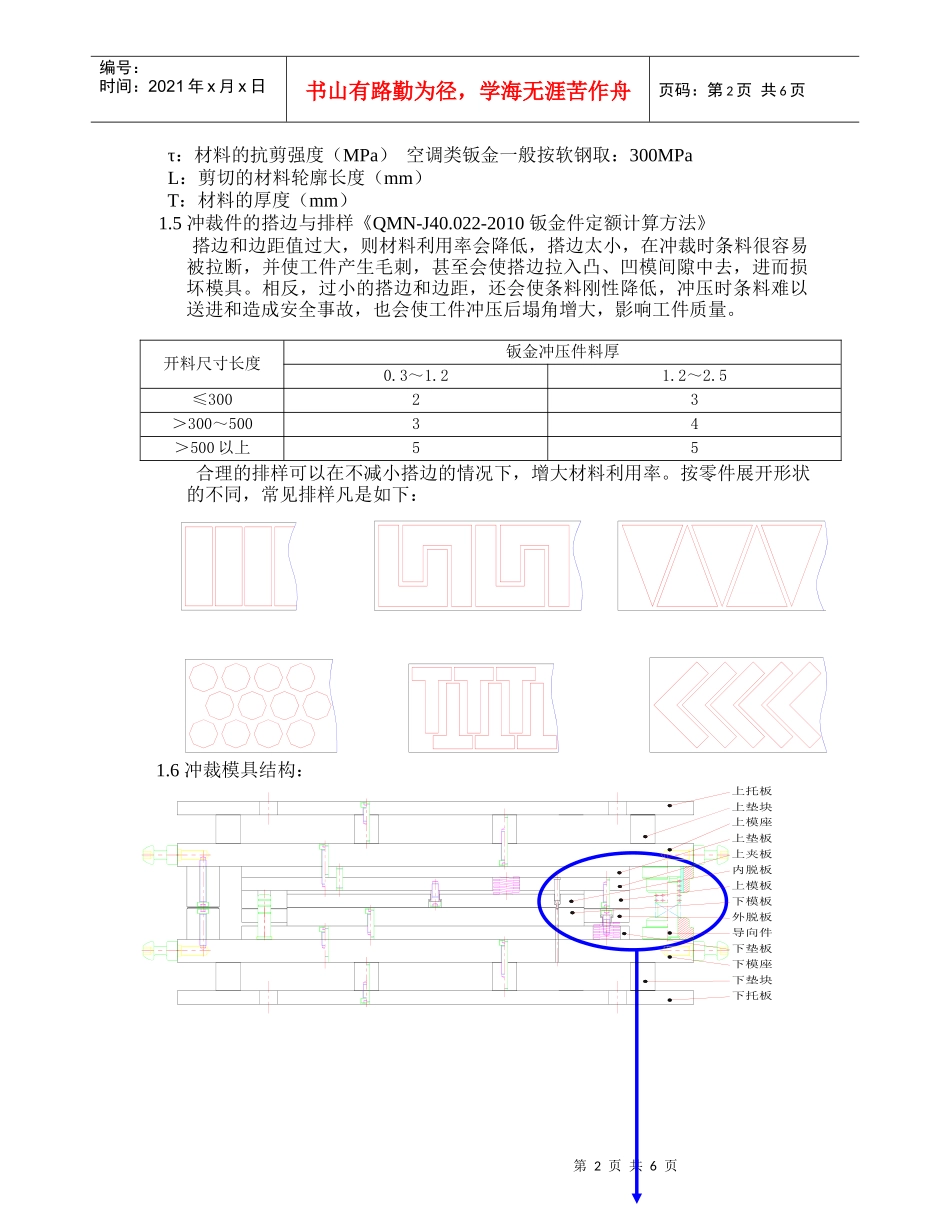
2冲裁的断面:由塌角带、光亮带、断裂带、和毛刺带组成塌角带:是冲裁中刃口刚压入材料时,刃口附近材料产生弯曲和伸长变形的结果,软材料比硬材料的圆角大
影响圆角带(塌角)大小的因素除材料性质以外,还有工件轮廓形状,凸模与凹模的间隙等
光亮带:是材料塑性变形时,在毛坯一部分相对一部分移动过程中,模具侧压力将毛坯压平而形成的光亮垂直的断面
通常,光亮带占全断面的1/2~1/3
塑性好的材料,其光亮带大,同时还与凸、凹模间隙及模具刃口的磨损程度等加工条件有关
断裂带:是由刃口处的微裂纹在拉应力作用下不断扩展而形成的撕裂面,断面粗糙,且有斜度
塑性差的材料,断裂带大
毛刺:毛刺产生与凸、凹模刃口侧面处产生裂纹的时候
毛刺的大小与材料的机械性能、凸凹模间隙及刀口的锐利程度有关
3控制冲裁件毛刺的方法:a.选取合适的冲裁间隙
冲裁间隙并非越小越好,间隙太小也会给制件挤出较大毛刺,而且会增大冲裁力,加剧模具刃口的磨损
对于空调类零件一般选取的间隙为:2c=(8%--10%)*t(2c:双边间隙,t:材料厚度)间隙取放原则:落料时凹模尺寸做成工件要求尺寸,凸模为凹模尺寸减去间隙值
冲孔时凸模尺寸做成工件要求尺寸,凹模为凸模尺寸加上间隙值b.保持模具刃口的锋利1
4冲裁力的计算:P=KτLTP:冲裁力(N)K:安全系数,一般取1
3第2页共6页第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共6页τ:材料的抗剪强度(MPa)空调类钣金一般按