第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共5页更多资料请访问
)更多企业学院:
/Shop/《中小企业管理全能版》183套讲座+89700份资料
/Shop/40
shtml《总经理、高层管理》49套讲座+16388份资料
/Shop/38
shtml《中层管理学院》46套讲座+6020份资料
/Shop/39
shtml《国学智慧、易经》46套讲座
/Shop/41
shtml《人力资源学院》56套讲座+27123份资料
/Shop/44
shtml《各阶段员工培训学院》77套讲座+324份资料
/Shop/49
shtml《员工管理企业学院》67套讲座+8720份资料
/Shop/42
shtml《工厂生产管理学院》52套讲座+13920份资料
/Shop/43
shtml《财务管理学院》53套讲座+17945份资料
/Shop/45
shtml《销售经理学院》56套讲座+14350份资料
/Shop/46
shtml《销售人员培训学院》72套讲座+4879份资料
/Shop/47
shtml钣金工艺与模具设计培训一、钣金工艺及模具简介:钣金工艺大体可以分为四类:冲裁、弯曲、拉伸、成形
1、冲裁是一种分离材料的工序
冲裁工序包括:落料、冲孔、切断、冲缺等
1冲裁过程主要分为三个阶段:弹性变形、塑性变形、剪切断裂
2冲裁的断面:由塌角带、光亮带、断裂带、和毛刺带组成塌角带:是冲裁中刃口刚压入材料时,刃口附近材料产生弯曲和伸长变形的结果,软材料比硬材料的圆角大
影响圆角带(塌角)大小的因素除材料性质以外,还有工件轮廓形状,凸模与凹模的间隙等
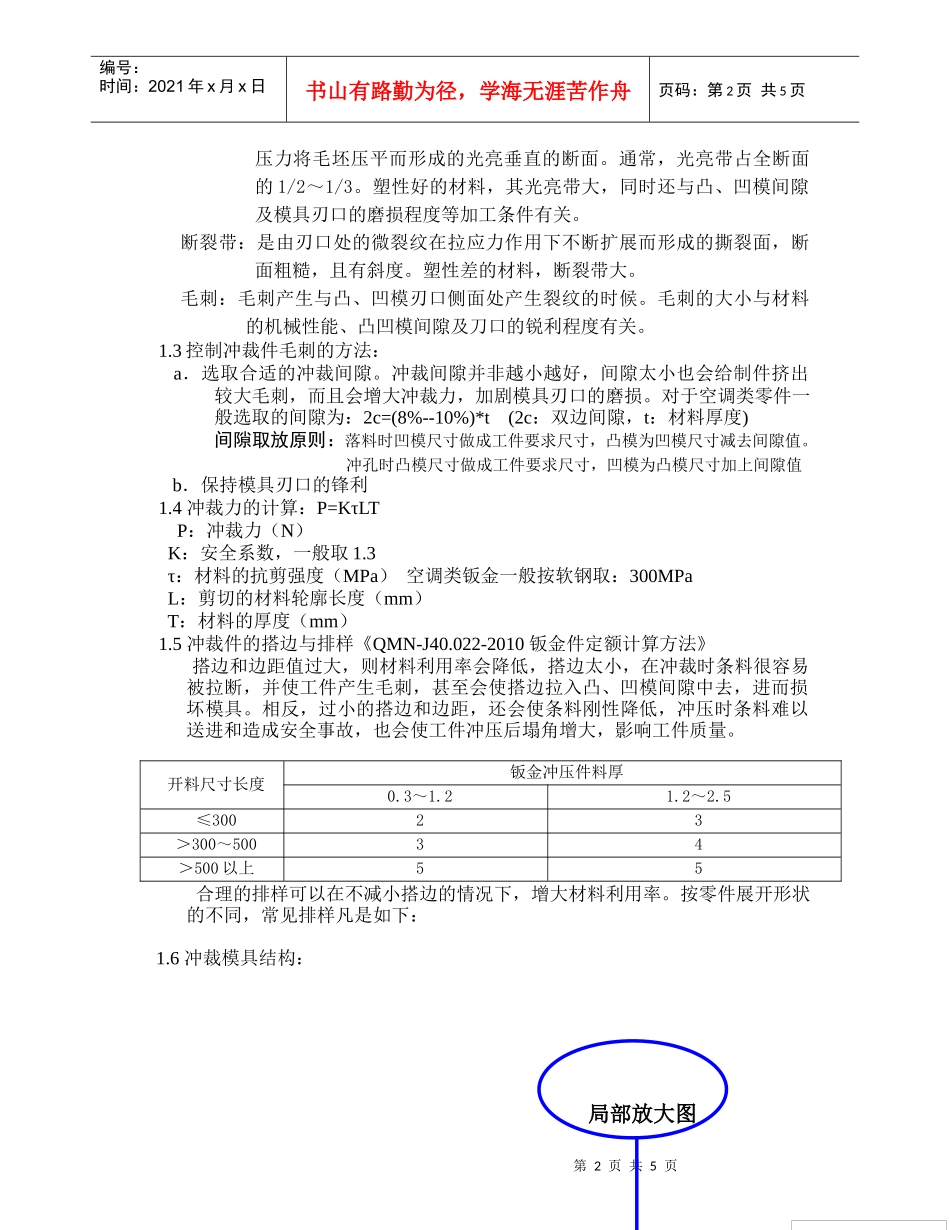
光亮带:是材料塑性变形时,在毛坯一部分相对一部分移动过程中,模具侧第2页共