第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页1目的:规范公司模具设计、制造的技术、质量标准,在顾客没有特殊要求的情况下,作为公司模具制造、验收的准则
2适用范围:适用于公司制造的铝、镁、锌压铸模具的设计、制造、验收、运输过程
3引用标准:GB/T8844-2003压铸模具技术要求GB/T1804-2000一般公差未注公差的线性和角度公差GB/T1184-1996形状公差和位置公差未注公差值GB/T197-1981普通螺纹公差与配合4技术要求4
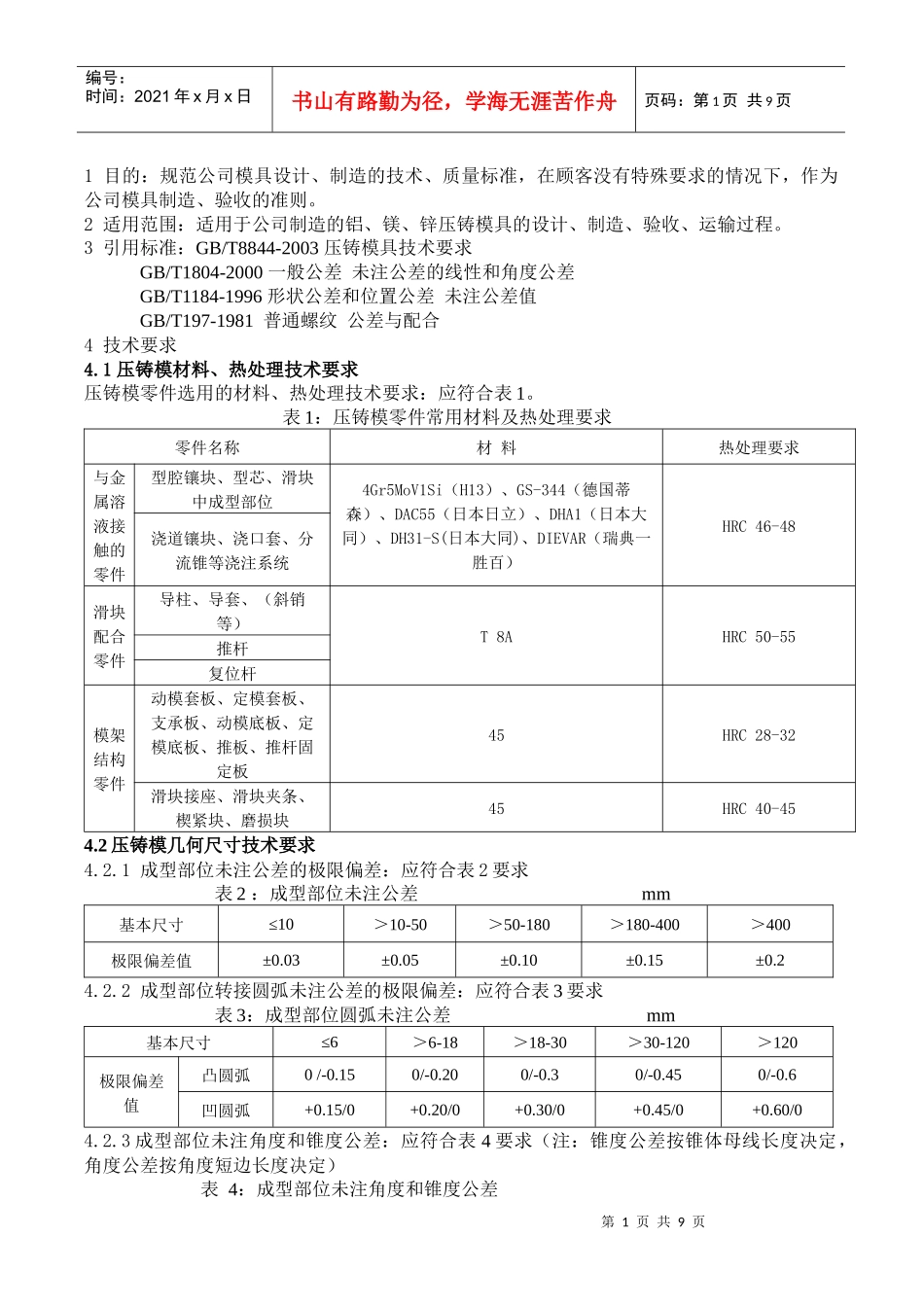
1压铸模材料、热处理技术要求压铸模零件选用的材料、热处理技术要求:应符合表1
表1:压铸模零件常用材料及热处理要求零件名称材料热处理要求与金属溶液接触的零件型腔镶块、型芯、滑块中成型部位4Gr5MoV1Si(H13)、GS-344(德国蒂森)、DAC55(日本日立)、DHA1(日本大同)、DH31-S(日本大同)、DIEVAR(瑞典一胜百)HRC46-48浇道镶块、浇口套、分流锥等浇注系统滑块配合零件导柱、导套、(斜销等)T8AHRC50-55推杆复位杆模架结构零件动模套板、定模套板、支承板、动模底板、定模底板、推板、推杆固定板45HRC28-32滑块接座、滑块夹条、楔紧块、磨损块45HRC40-454
2压铸模几何尺寸技术要求4
1成型部位未注公差的极限偏差:应符合表2要求表2:成型部位未注公差mm基本尺寸≤10>10-50>50-180>180-400>400极限偏差值±0
2成型部位转接圆弧未注公差的极限偏差:应符合表3要求表3:成型部位圆弧未注公差mm基本尺寸≤6>6-18>18-30>30-120>120极限偏差值凸圆弧0/-0
150/-0
200/-0
450/-0
6凹圆弧+0
15/0+0
20/0+0