第1页共45页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共45页1
2冲压加工的特点和分类1
1特点生产效率高因为冲压是依靠冲模和冲压设备来进行加工,普通压力机的行程次数为每分钟几十次,高速压力机可达到更高,而且每次冲压行程都可能得到一个冲压零件,且操作方便,易于实现机械化与自动化
冲压件质量稳定,互换性好冲压加工中由模具保证冲压件的尺寸和形状精度,且一般不破坏冲压材料的表面质量,而且模具的寿命一般较长
加工范围广冲压可加工出尺寸范围较大,形状较复杂的零件
节省材料冲压时一般没有切屑碎料生成,材料的消耗较少
2分类按工序性质分类:冲裁模、弯曲模、拉深模、成型模a
冲裁模:冲裁是利用安装在压力机上的模具使材料产生相互分离的冲压工序
包括落料、冲孔、切边、切口、剖切、切断等
冲裁是冲压工艺中最基本的工序之一
弯曲模:将板料、型材、管材或棒料等按设计要求完成一定的角度和一定的曲率,行程所需形状零件的冲压工序称为弯曲
拉深模:利用拉深模在压力机的压力作用下,将平板坯料或空心工序制成开口空心零件的加工方法,又称为拉延
分为不变薄拉深和变薄拉深,通常所说的拉深主要是指不变薄拉深
第2页共45页第1页共45页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共45页d
成型模:利用成型模在压力机的作用下,将坯料在不破坏的条件下发生塑性变形,获得所需的形状、尺寸的加工方法
包括翻边、翻孔、扩口、缩口、起伏、卷缘、整形等
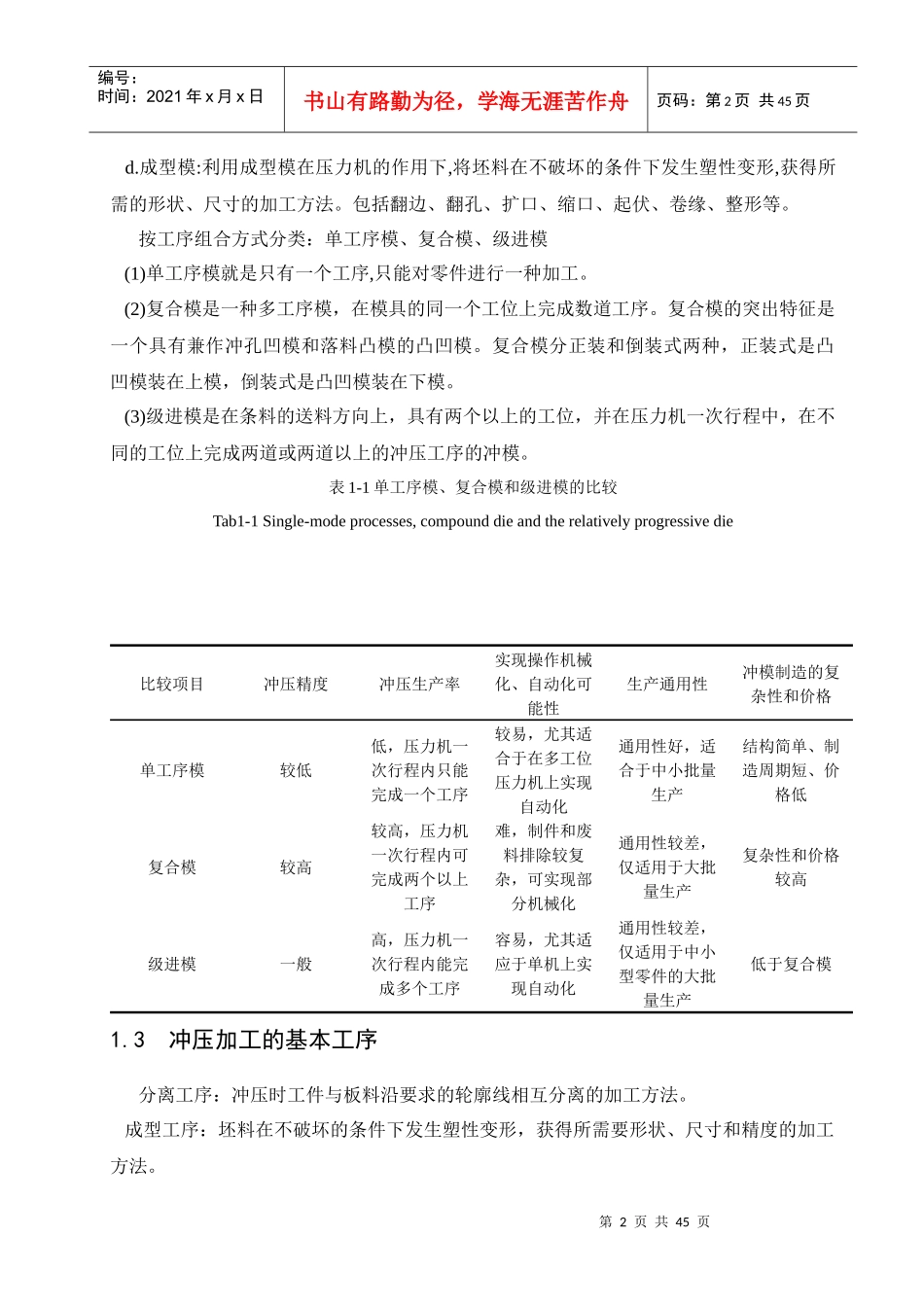
按工序组合方式分类:单工序模、复合模、级进模(1)单工序模就是只有一个工序,只能对零件进行一种加工
(2)复合模是一种多工序模,在模具的同一个工位上完成数道工序
复合模的突出特征是一个具有兼作冲孔凹模和落料凸模的凸凹模
复合模分正装和倒装式两种,正装式是凸凹模装在上模,倒装式是凸凹模装在下模