第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页第二節模具的整体結构布局1
成品的收縮率1
1它是成品冷卻后的收縮量与冷卻前在模型內之尺寸的比值
這個比值是經常會發生變化的,可以產生收縮率有所浮動的因素有:原料品种,成型保壓時間,模具溫度,……室內溫度,所以設計人員在設計模具型腔的具体尺寸時,應搞清正常條件下的原料收縮率是最最重要的,否則,當收縮率取錯,基本上將要重新更改模仁,那么,收縮率在設計的過程如何應用呢
最主要的還是利用收縮率來計算
模具型腔的尺寸,即:模具尺寸=成品尺寸*(1+收縮率)而另外一种算法應用极少,即:模具尺寸=成品尺寸/(1-收縮率)“”而各种原料的收縮率請參考第八章成型部分附表1
2長條形成品的收縮率如何确定:長條形成品在扣收縮率時,在寬度方向和長度方向是肯定有出入的,即可能是寬度尺寸收縮率放5%0,而長度方向則為3
5%0,這樣的例子
但究竟如何面對這些不定因素,我們還需要從實際積累經驗,從現實的角度考慮,在此無法論証抱歉
一模多腔如何布置:在現行的模具設計過程中,由于客戶對成品的品質及精度要求日益增高,所以,大批量生產如一模十穴,一模八穴的可能很少(限本公司之內)
因為從理論出發,每增加一個模穴,成品就會降低4%的精度
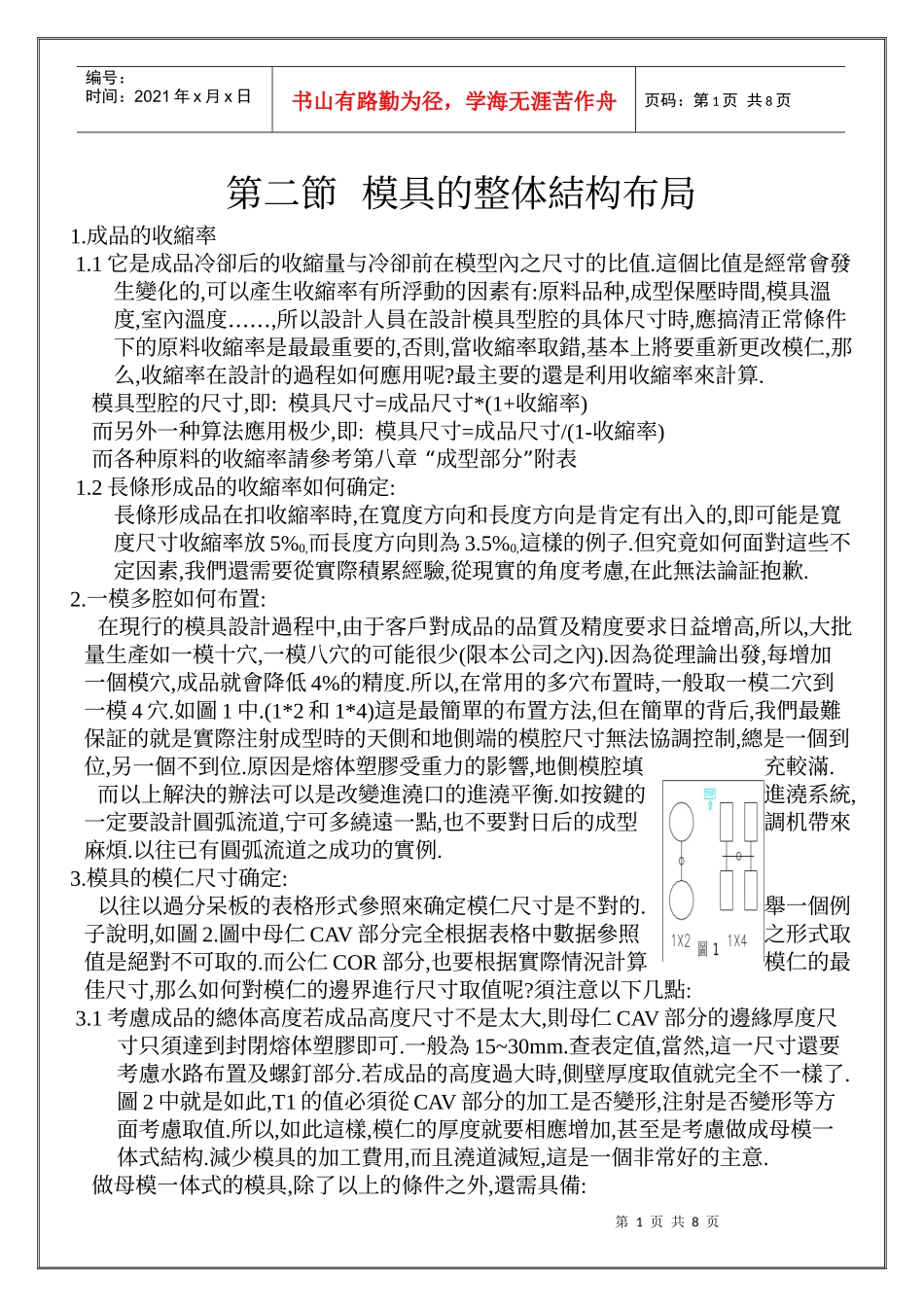
所以,在常用的多穴布置時,一般取一模二穴到一模4穴
(1*2和1*4)這是最簡單的布置方法,但在簡單的背后,我們最難保証的就是實際注射成型時的天側和地側端的模腔尺寸無法協調控制,總是一個到位,另一個不到位
原因是熔体塑膠受重力的影響,地側模腔填充較滿
而以上解決的辦法可以是改變進澆口的進澆平衡
如按鍵的進澆系統,一定要設計圓弧流道,宁可多繞遠一點,也不要對日后的成型調机帶來麻煩
以往已有圓弧流道之成功的實例
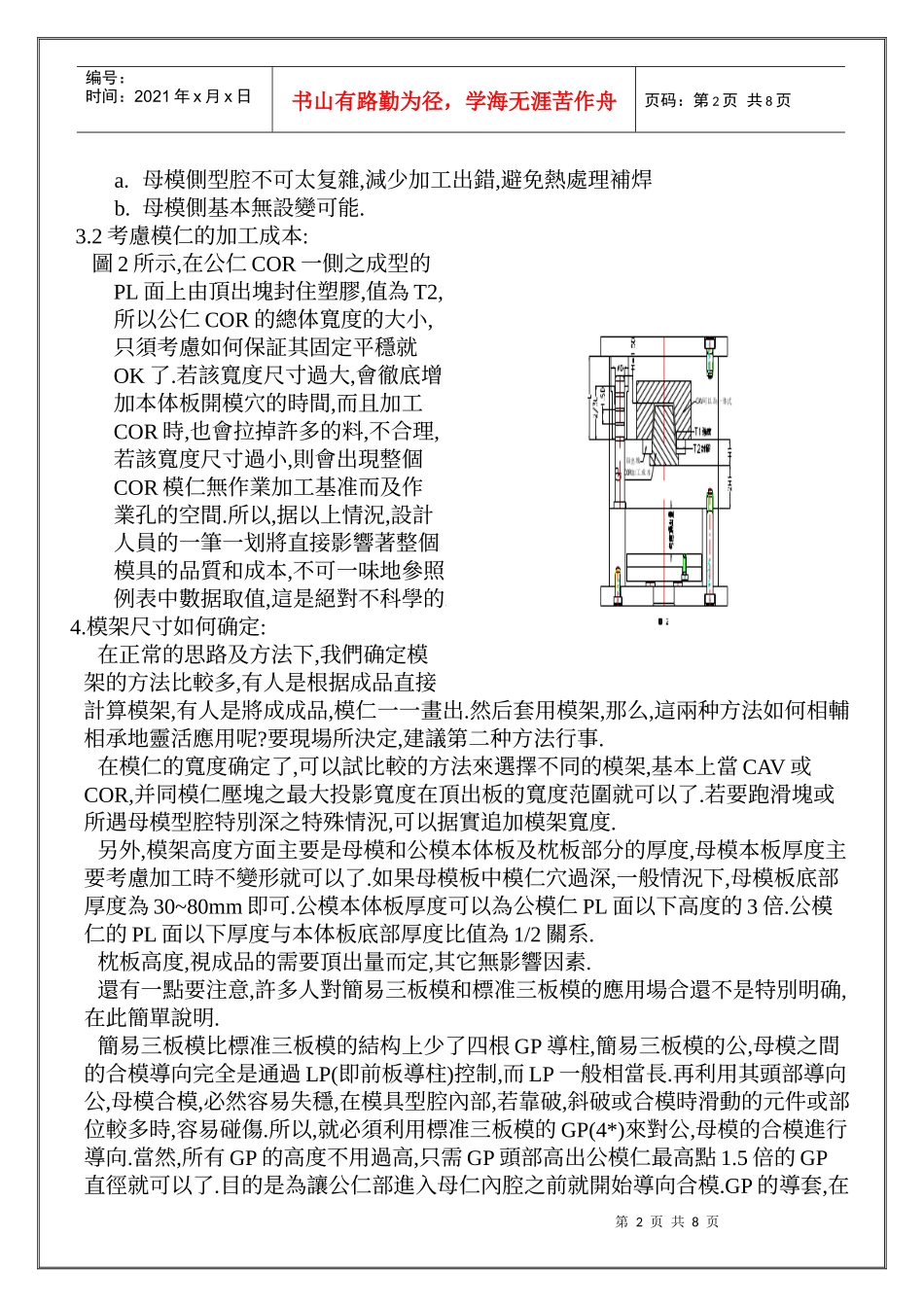
模具的模仁尺寸确定:以往以過分呆板的表格形式參照來确定模仁尺寸是