第1页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共14页成都电子机械高等专科学校数控加工工艺过程卡片产品型号零件图号产品名称零件名称共页第1页材料牌号45—GB711—88毛坯种类型材毛坯外形尺寸Φ320×45每毛坯件数1每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件01铣粗铣正面圆台Φ195为Φ200,Φ178为172,Φ85为80XK764加工中心三爪自定心卡盘10铣背面突台与R53的凹坑XK764加工中心三爪自定心卡盘20调质调质处理HRC22—2830铣精铣正面至要求XK764加工中心三爪自定心卡盘40铣5060粗铣,半精铣上表面YB-211夹具270钻钻Φ10
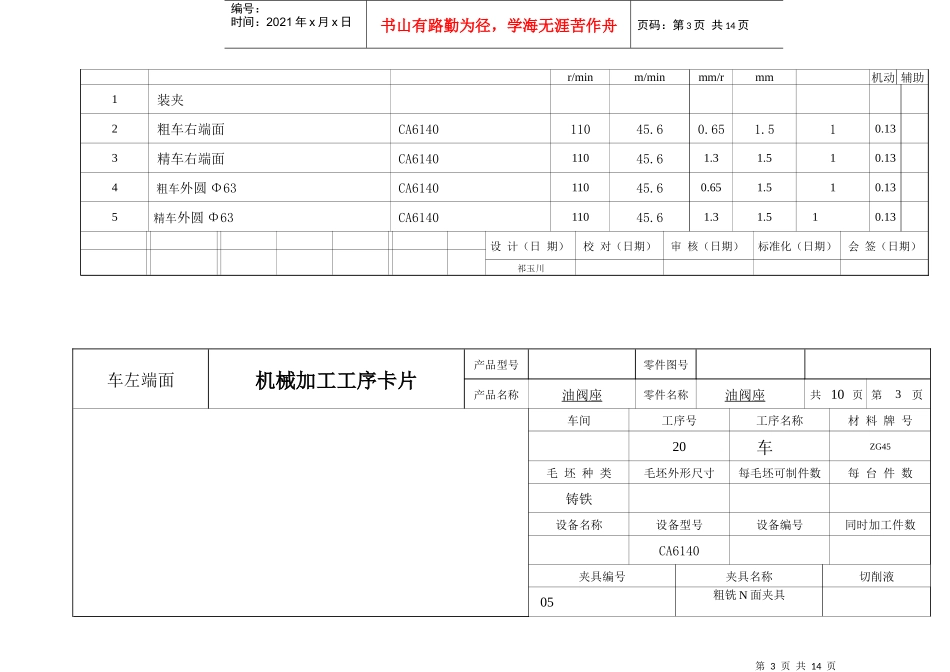
5孔,扩Φ16孔,Z5125夹具2钻模80铣铣Φ16孔下端面,铣上端面平台X6135夹具2钻模90镗粗镗孔Φ24(退刀槽)半精镗孔Φ16,钻Φ2孔C5116夹具3钻模100去毛刺去除全部毛刺钳工台第2页共14页第1页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共14页110终检按零件图样要求全面检查设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)张卫祁玉川标记处数更改文件号签字日期标记处数更改文件号签字日期粗和半精车机械加工工序卡片产品型号零件图号产品名称油阀座零件名称油阀座共10页第2页车间工序号工序名称材料牌号10粗半精车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液01粗铣N面夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时第3页共14页第2页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共14页r/minm/min