沧州职业技术学院模具制造工艺实训报告专业:模具设计与制造班级:模具1102班姓名:学号:指导教师:张军完成日期:年月日沧州职业技术学院-1-沧州职业技术学院一、实习地点:北实训楼1楼模具加工区二、设计任务:手机后壳保护壳在规定时间内完成模具图纸及设计任务书的书写(A4)第一章绪论注射成型是热塑性塑料成型的主要方法之一,可以一次成型形状复杂的精密塑件
随着手机市场的兴起人们对手机的追求日趋完美,本次设计针对手机保护壳,因为是薄壁件(0
5mm),所以在选材时应选择高强度、凝固性较快的材料
通过对零件结构进行了工艺分析,采用ABS作为塑件的材料
采用单分型面,根据模具的型腔数目以及最大注塑量、注射压力、锁模力、模具的安装尺寸等因素选择了注射机,选择成型零部件的尺寸;采用扇形浇口;由于型腔侧壁开有耳机孔和按键孔的补片,所以我们在型腔上进行侧抽芯和型芯底部的平行顶出完成脱模,并对模具的材料进行了选择,如此设计出的结构可确保模具工作运行可靠
对模具结构与注射机的匹配进行了校核
0绘制出模具三维图形,最后利用UG8
0CAM模块对型芯和型腔进行了加工仿真,制定了符合要求的数控加工工艺过程
关键词:注塑模、侧抽芯、手机保护壳、ABS、UG8
0-2-沧州职业技术学院第二章材料与塑件分析2
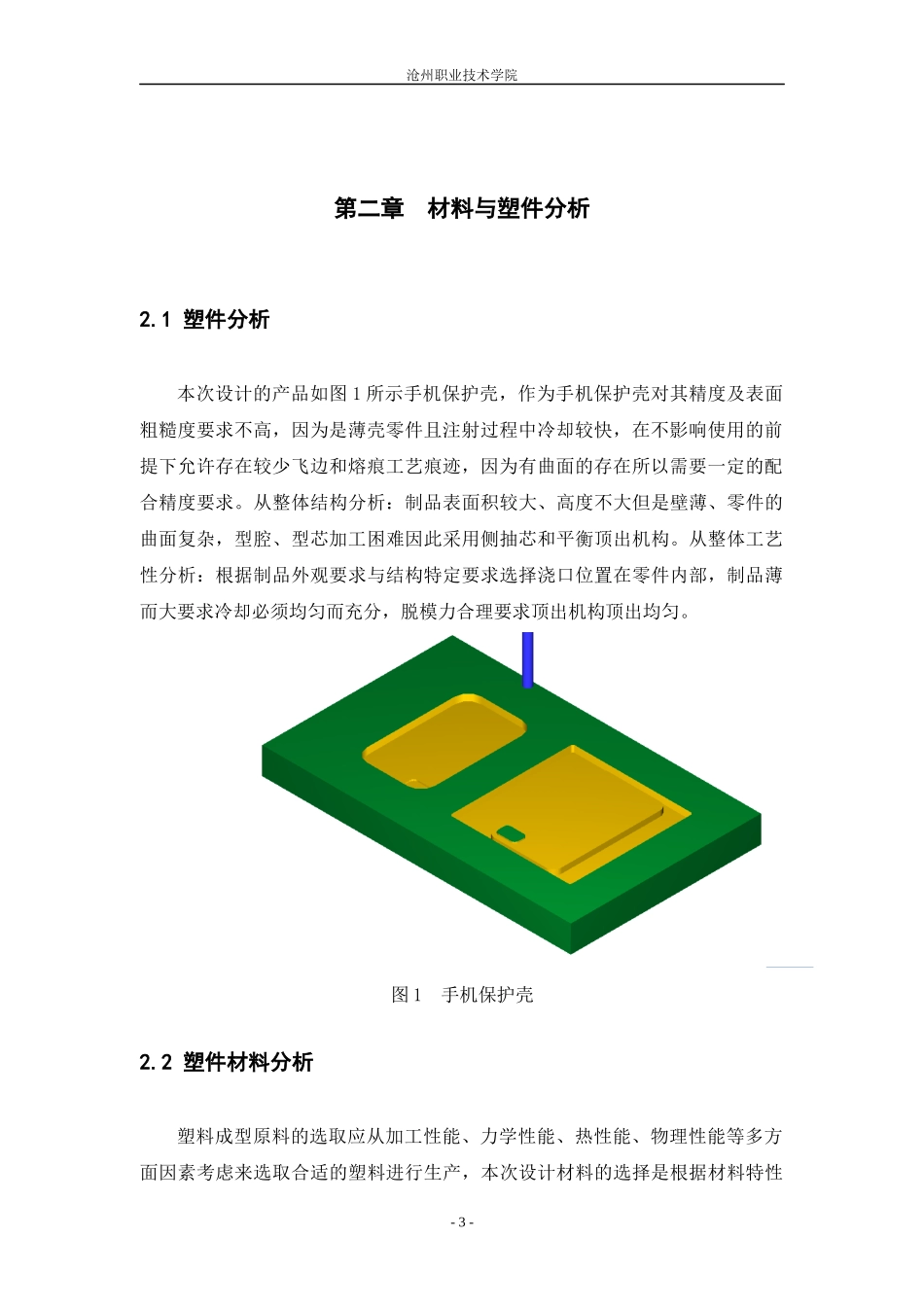
1塑件分析本次设计的产品如图1所示手机保护壳,作为手机保护壳对其精度及表面粗糙度要求不高,因为是薄壳零件且注射过程中冷却较快,在不影响使用的前提下允许存在较少飞边和熔痕工艺痕迹,因为有曲面的存在所以需要一定的配合精度要求
从整体结构分析:制品表面积较大、高度不大但是壁薄、零件的曲面复杂,型腔、型芯加工困难因此采用侧抽芯和平衡顶出机构
从整体工艺性分析:根据制品外观要求与结构特定要求选择浇口位置在零件内部,制品薄而大要求冷却必须均匀而充分,脱模力合理要求顶出机构顶出均匀
图1手机保护壳2