第1页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共14页水杯塑料模具设计[摘要]:水杯是一种很平常的民用生活物品,种类繁多,形状各异,大家每天都接触的到,所以说是十分熟悉的
对于看得见的每一种塑料产品,人们通常是评论外观、工艺是否精细,使用寿命是否长久,作为学模具的学生,不光只有这些见解,还会去想,这个产品的分型面在那里,采用什么方式脱模用什么方式的模架,这是一个模具设计人员的专业素质
把平常的东西拿来设计,首先是专业设计满足于生产,服务于生活的体现,有一句话叫“劳动创造美好生活”,来源于生活为生活考虑的设计才是人性化的设计,服务于生活的设计;其次毕业设计应最大限度的贴近真实的设计,浙江的民用塑料工业十分发达,大量的小商品销往各地,塑料生活用品占了很大比重,很适合拿来做毕业设计实践
这次毕业设计使用UGNX4
0作为三维软件,带来了很大的方便
[关键词]:型芯型腔推杆1
塑料制件分析1
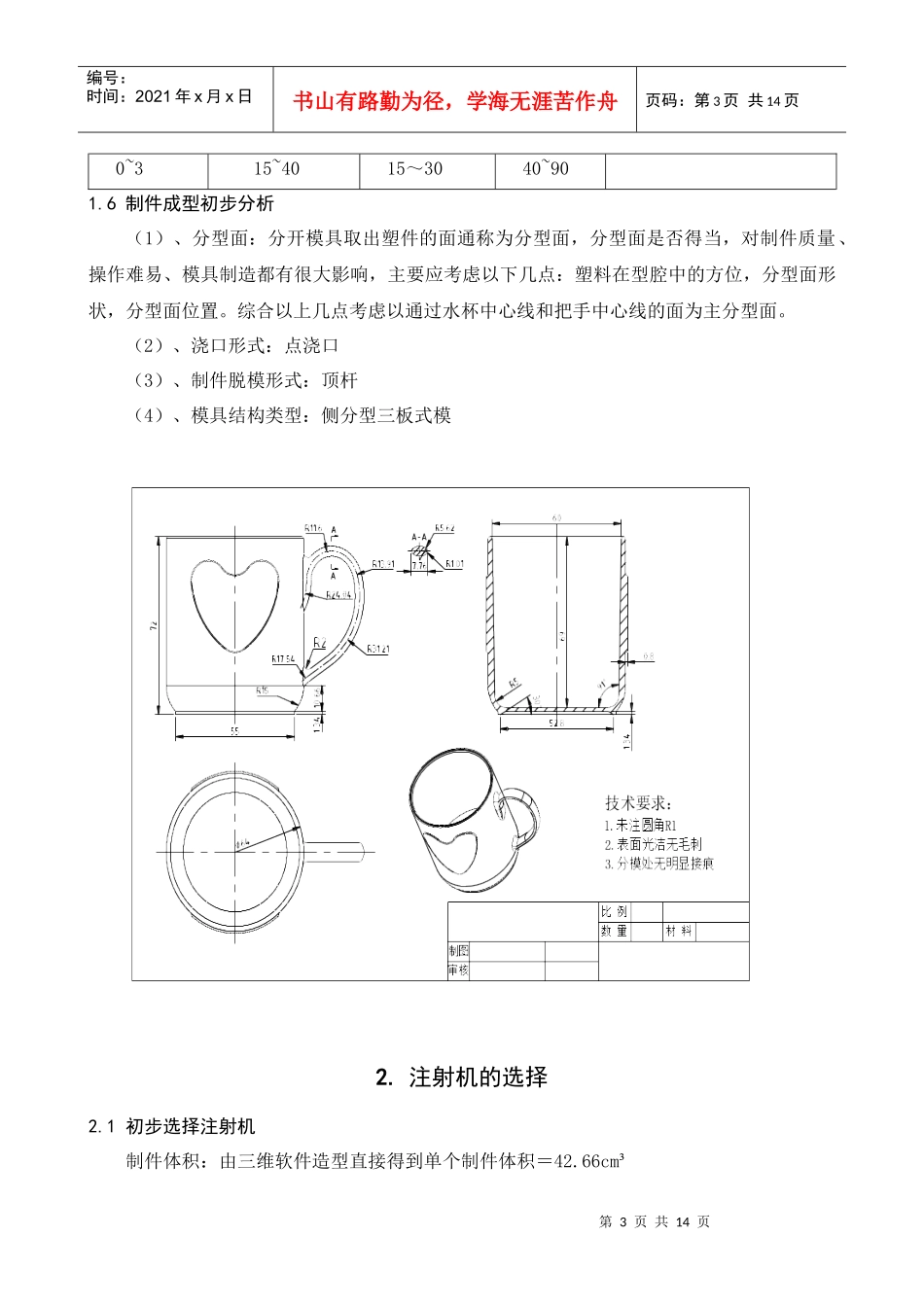
1制件的形状及质量要求该制件为塑料水杯(详见下页效果图及零件图),制件对尺寸精度要求不高,但对表面的质量要求较高,无熔接痕,表面平整光滑,不能有冷疤、云纹等缺陷,该制件特征列表如下:1
2制件材料的性质材料性质:PS的透明度高,可达88%~92%,并具有光泽,它能自由着色,无臭、无味、无毒,不使菌类生长,吸湿性小,能在潮湿情况下保持强度和尺寸
PS的热变形温度为70℃~98℃,最高连续使用温度为60℃~80℃,温度达330℃~380℃则会剧烈降解
耐日材料质量密度体积水平投影面积聚苯乙烯(PS)44
054g/cm342
66cm³34
33cm²第2页共14页第1页共14页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共14页光性差、易燃,燃烧时产生大量黑烟,且有特殊臭味
PS具有良好的电性能,特别是高频绝缘性能较