第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页模块一认识数控电火花机床本课题是学习数控电火花的开篇,它能使你对电火花加工原理有个大概的了解,并使你认识数控电火花成形加工机床,最重要的是你可以掌握数控电火花成形加工机床的基本操作要领
下面的图片(图3-1)就是我们要认识的数控电火花成形加工机床
图3-1数控电火花机床电火花加工是在一定的介质中通过电极和工件之间脉冲放电时产生的电腐蚀作用,利用电能和热能对金属工件进行加工的一种工艺方法
由于放电过程可见到火花,故称为电火花加工
加工过程中,工具电极和工件不接触,而是分别接脉冲电源的负、正两极,靠火花放电产生高温使工件表面局部立刻熔化和汽化从而逐步被蚀除
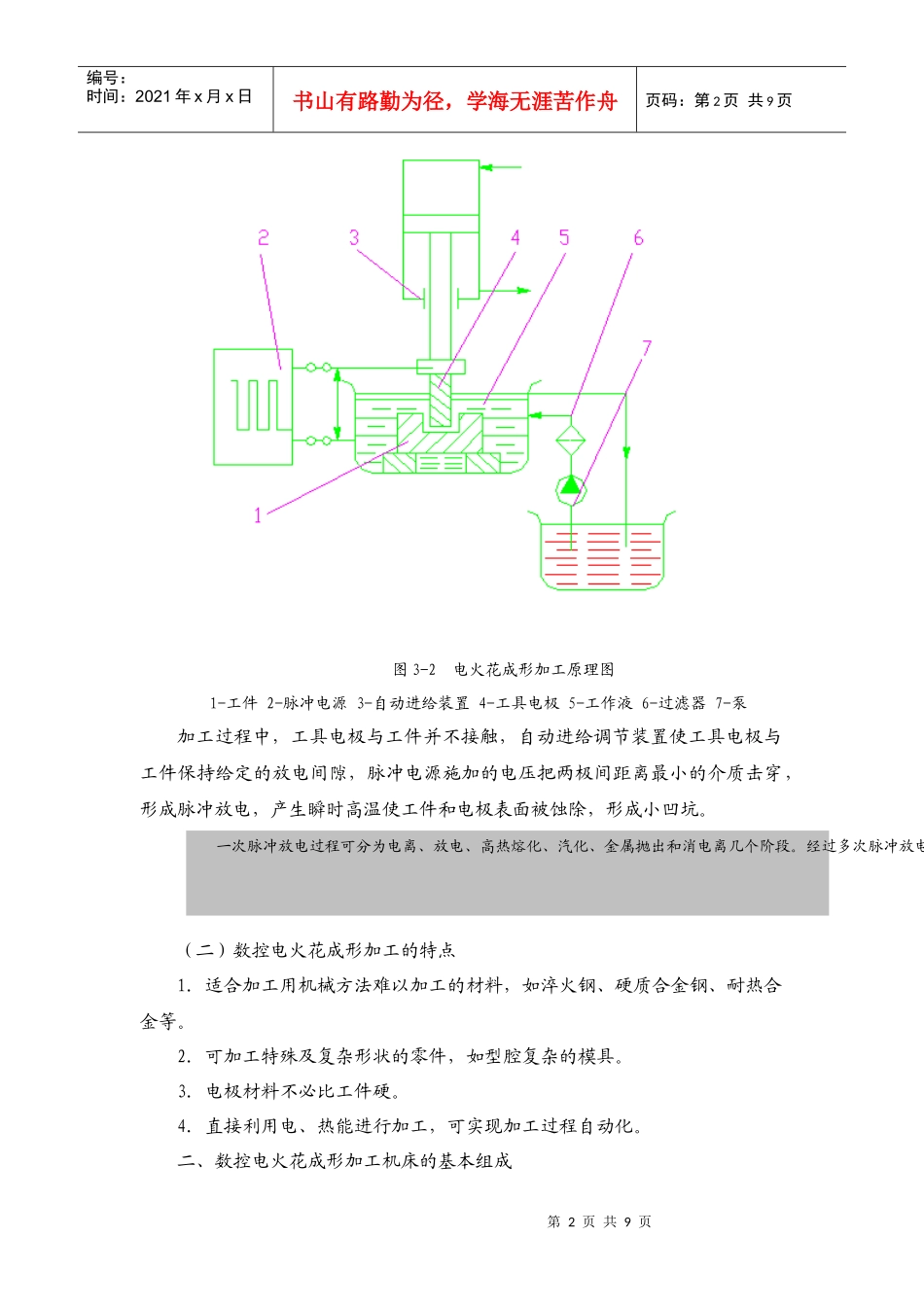
一、电火花成形加工原理与特点(一)电火花成形加工原理如图3-2所示为电火花成形加工原理图
学习目标:知识目标:●了解电火花加工原理,掌握数控电火花成形加工机床的基本结构
能力目标:●学会数控电火花成形加工机床的基本操作要要领
●学会合理选用工具电极及各种参数
第2页共9页第1页共9页一次脉冲放电过程可分为电离、放电、高热熔化、汽化、金属抛出和消电离几个阶段
经过多次脉冲放电,使整个被加工表面由无数小的放电凹坑构成,工具电极的轮廓形状便被复制到工件上,达到加工目的
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共9页图3-2电火花成形加工原理图1-工件2-脉冲电源3-自动进给装置4-工具电极5-工作液6-过滤器7-泵加工过程中,工具电极与工件并不接触,自动进给调节装置使工具电极与工件保持给定的放电间隙,脉冲电源施加的电压把两极间距离最小的介质击穿,形成脉冲放电,产生瞬时高温使工件和电极表面被蚀除,形成小凹坑
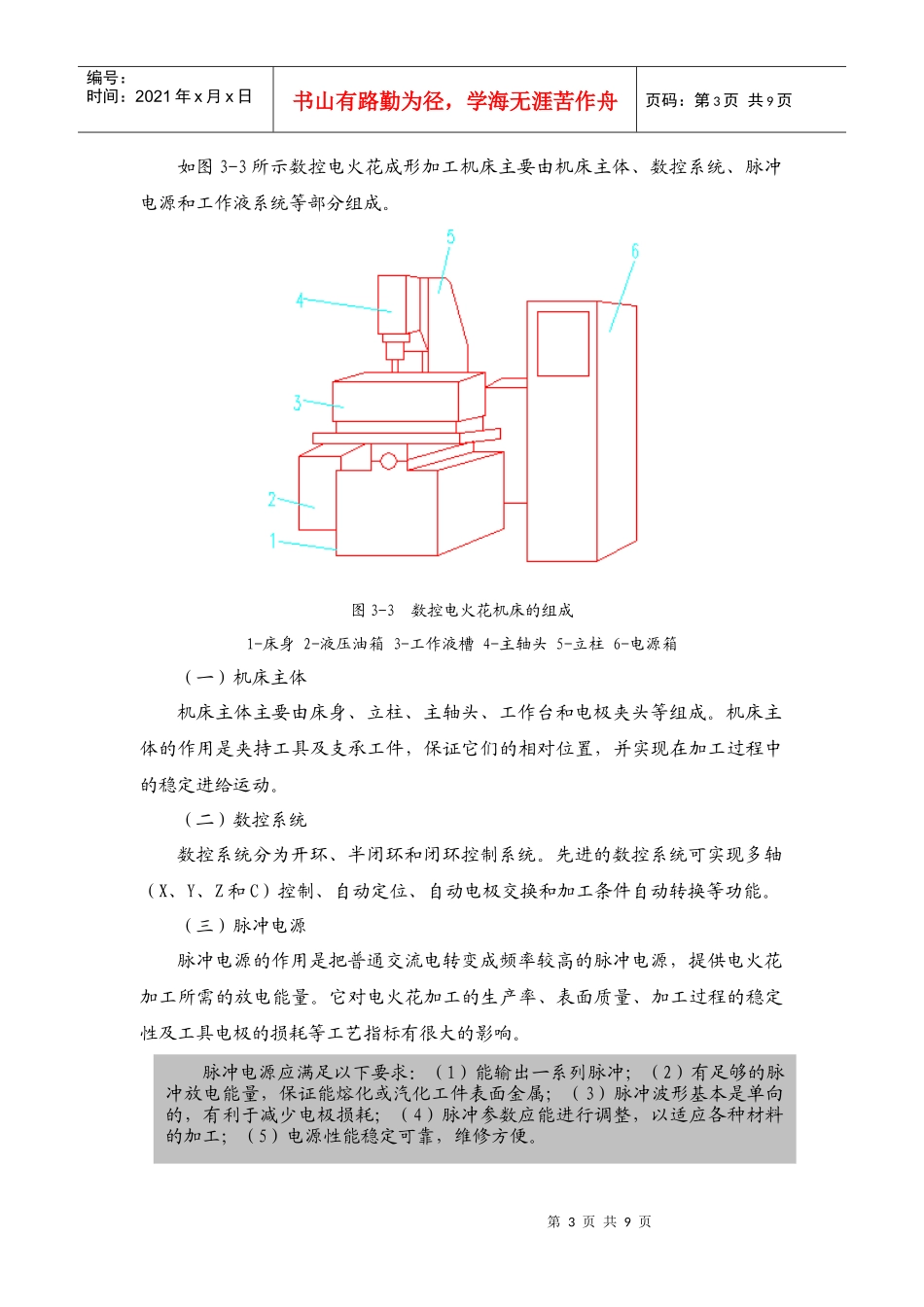
(二)数控电火花成形加工的特点1.适合加工用机械方法难以加工的材料,如淬火钢、硬质合金钢、耐热合金等