第1页共43页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共43页第一节制造过程的基本概念一、生产过程与工艺过程生产过程是指将原材料转变为成品的全过程
它包括原材料的准备、运输和保存,生产的准备,毛坯的制造,毛坯经过加工、热处理而成为零件,零件、部件经装配成为产品,机械的质量检查及其运行试验、调试,机械的油漆与包装等
工艺过程是指在生产过程中,通过改变生产对象的形状、相互位置和性质等,使其成为成品或半成品的过程
机械产品的工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、热处理、装配、涂装等工艺过程
其中与原材料变为成品直接有关的过程,称为直接生产过程,是生产过程的主要部分
而与原材料变为产品间接有关的过程,如生产准备、运输、保管、机床与工艺装备的维修等,称为辅助生产过程
机械制造的工艺过程一般包括零件的机械加工工艺过程和机器的装配工艺过程
机械加工工艺过程(以下简称加工过程)是指用机械加工的方法直接改变毛坯的形状、尺寸、相对位置和性质等使之成为合格零件的工艺过程
从广义上来说电加工、超声波加工、电子束离子束等加工也属于加工过程
加工过程直接决定零件和机械产品的质量,对产品的成本和生产率都有较大影响,是整个工艺过程的重要组成部分
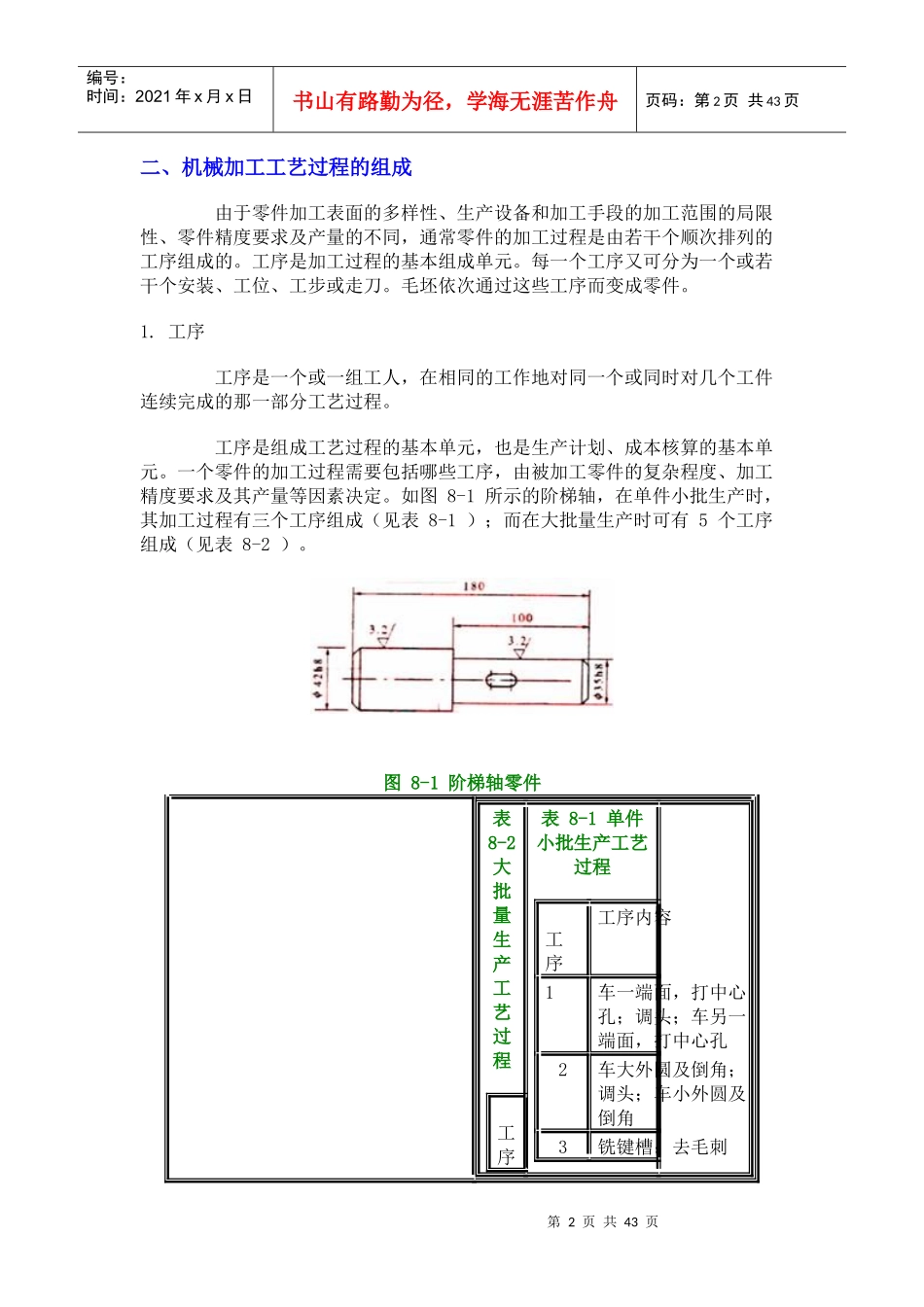
第2页共43页第1页共43页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共43页二、机械加工工艺过程的组成由于零件加工表面的多样性、生产设备和加工手段的加工范围的局限性、零件精度要求及产量的不同,通常零件的加工过程是由若干个顺次排列的工序组成的
工序是加工过程的基本组成单元
每一个工序又可分为一个或若干个安装、工位、工步或走刀
毛坯依次通过这些工序而变成零件
工序工序是一个或一组工人,在相同的工作地对同一个或同时对几个工件连续完成的那一部分工艺过程
工序是组成工艺过程的基本单元,也是生产计