第1页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共10页瓶盖塑料模具设计摘要1瓶盖塑料模具设计1
1拟定模具的结构形式1
1塑件成型工艺性分析该塑件是一塑料瓶盖,如图1所示,塑件壁厚属薄壁塑件,生产批量大,材料为聚乙烯(PE,在高密度聚乙烯中掺入了部分低密度聚乙烯,改善塑件的柔韧性),成型工艺性很好,可以注射成型
2分型面位置的确定根据塑件结构形式,分型面选在瓶盖的底平面,如图2所示
3确定型腔数量和排列方式(1)型腔数量的确定该塑件精度要求不高,又是大批大量生产,可以采用一模多腔的形式
考虑到模具制造费用,设备运转费低一些,初定为一模八腔的模具形式
(2)型腔排列形式的确定该塑件有两圈内螺纹,要使螺纹型芯从塑件上脱出,必须设计一套自动螺纹的齿轮传动结构,并且型腔的分布圆直径和齿轮分布圆直径相吻合,若采用一模八腔,型腔分布圆直径就相当大了,这样模具结构尺寸就比较大,加上齿轮传动系统,模具结构复杂,制造费用也很高
但该塑件螺纹的牙型不高,且呈圆弧形牙,内侧突起与直径的比例约为5
26%(28−26
6¿100%=5
因为所用材料为聚乙烯,材料弹性模量比较小,材质硬度不高,课采取强制脱模的方式,这也是注塑厂成型这种类型瓶盖的常用方法
因此本设计采用推件板推出的强制推脱方法,型腔的排列方式采用双列直排,如图2所示
4模具结构形式的确定从上面分析中可知,本模具拟采用一模八腔,双列直排,推件板推出,流道采用平衡式,浇口采用潜伏式浇口或侧浇口,定模不需要设置分型面,动模部分需要一块型芯固定板和支撑板,因此基本上可确定模具结构形式为A型带推件板的单分型面注射模
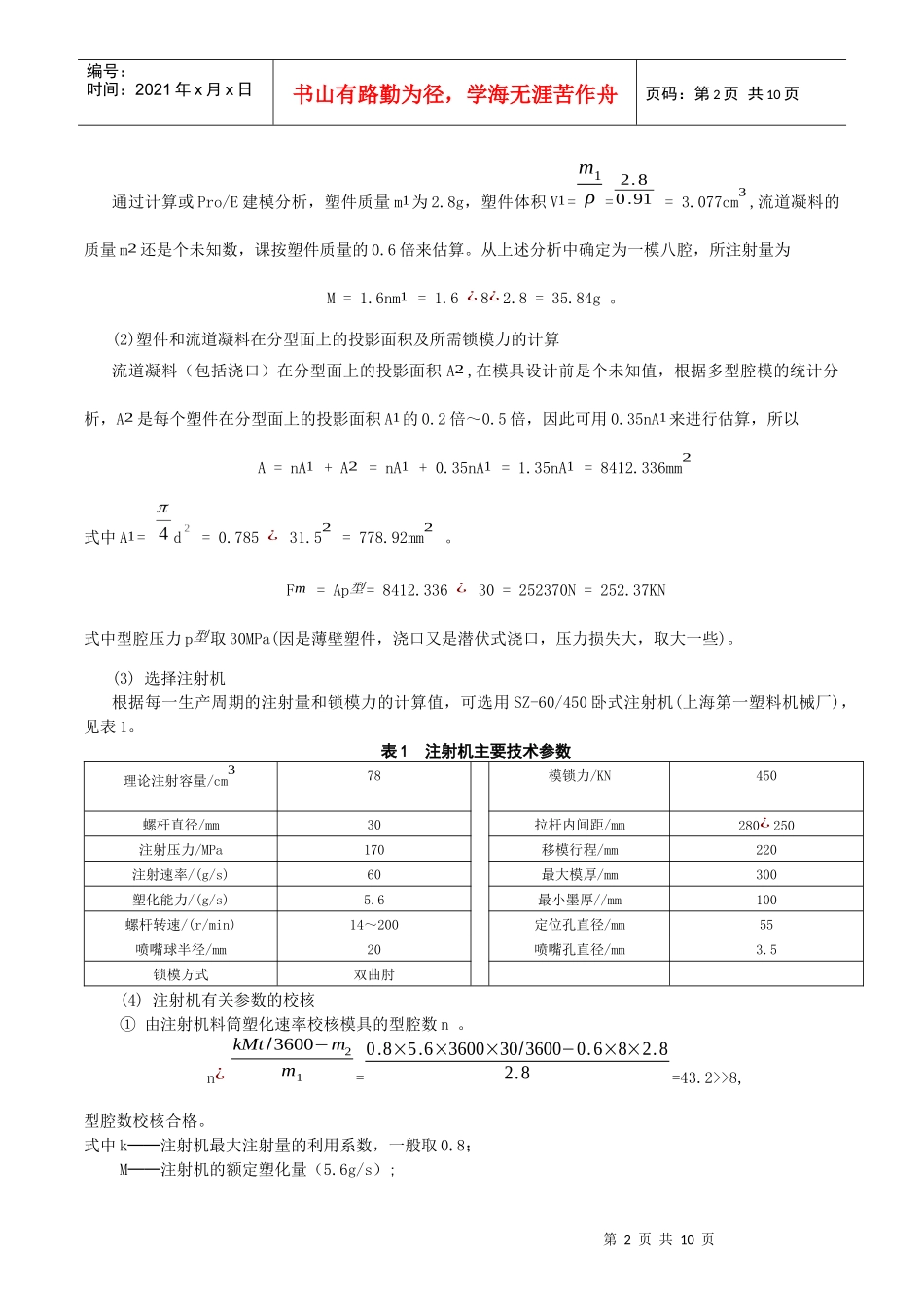
5注射机型号的选定(1)注射量的计算第2页共10页第1页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共