第1页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共39页1引言1.1加氢反应器的现状及发展趋势加氢反应器是有机化学实验室和实际生产过程中一件非常重要的设备,不仅可以用作加氢反应的容器,而且也可用于液体和气体需要充分混合的场合
在化学制药方面有着广泛的用途,可作为产品开发、有机化学制品和医药品研究的基础设备,还可用于定量分析工业过程中催化剂的活性
加氢反应器由于长期处于高温、高压、临氢、高温硫和硫化氢环境,其使用条件苛刻,因此设计和制造难度较大
长期以来,国内外对其设计、材料和制造技术进行了大量的理论研究和工程实践
特别是近年来,随着加氢装置的大型化,加氢反应器的制造周期加长、生产成本不断提高
为了缩短制造周期、降低生产成本,保证加氢反应器的安全可靠运行,研究人员开发了新材料,应用了许多新工艺、新技术
1.2产品简介第2页共39页第1页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共39页图1
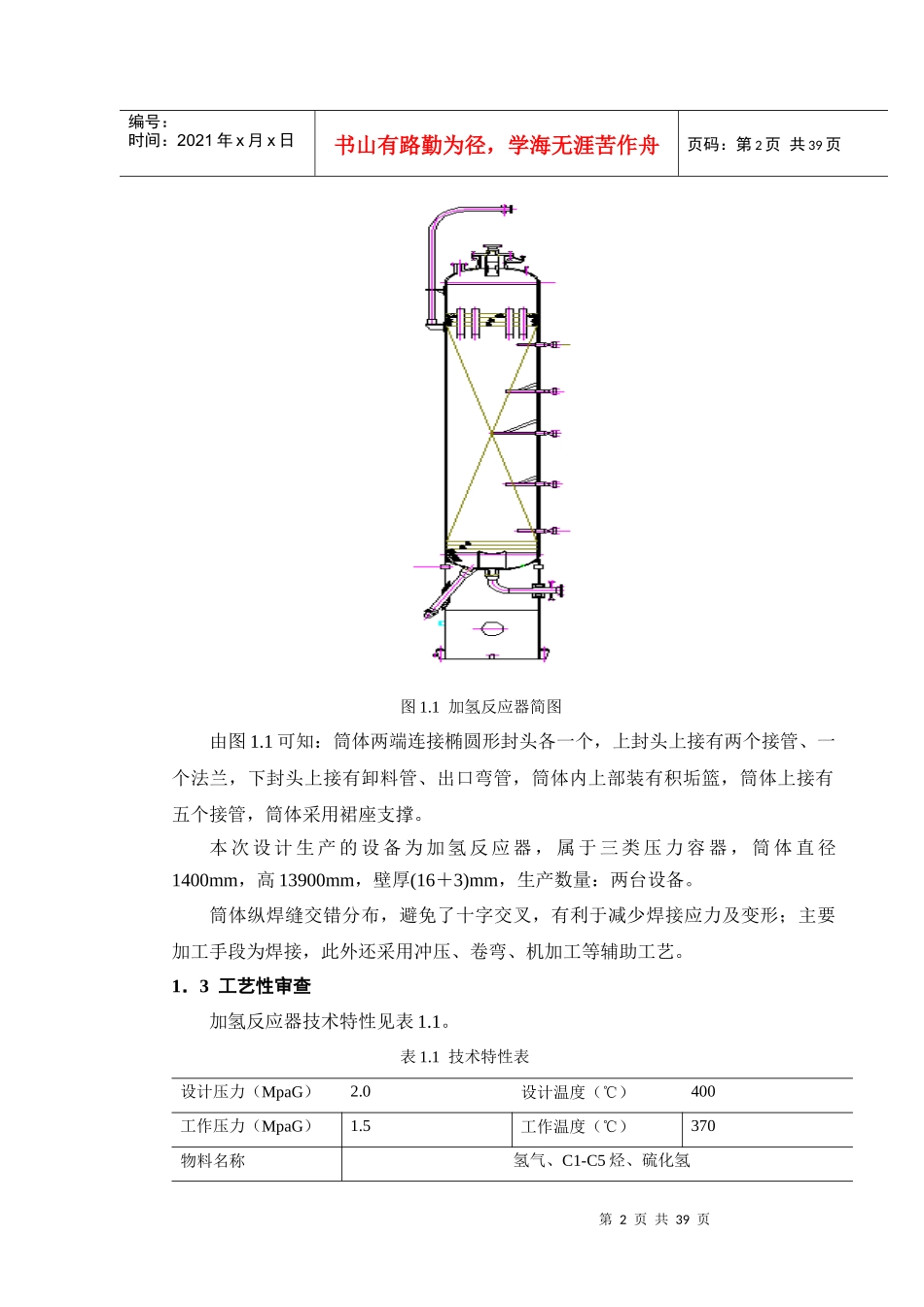
1加氢反应器简图由图1
1可知:筒体两端连接椭圆形封头各一个,上封头上接有两个接管、一个法兰,下封头上接有卸料管、出口弯管,筒体内上部装有积垢篮,筒体上接有五个接管,筒体采用裙座支撑
本次设计生产的设备为加氢反应器,属于三类压力容器,筒体直径1400mm,高13900mm,壁厚(16+3)mm,生产数量:两台设备
筒体纵焊缝交错分布,避免了十字交叉,有利于减少焊接应力及变形;主要加工手段为焊接,此外还采用冲压、卷弯、机加工等辅助工艺
1.3工艺性审查加氢反应器技术特性见表1
1技术特性表设计压力(MpaG)2
0设计温度(℃)400工作压力(MpaG)1
5工作温度(℃)370物料名称氢气、C1-C5烃、硫化氢第3页共39页第2页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第