第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页数控编程及加工项目作业轴类零件的数控工艺及编程小组成员:苏乃林尹方龙杨定康第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页2011年12月26日任务图1、小组成员分工苏乃林:零件图分析、确定加紧方案、加工步骤进给路线和刀具确定
杨定康:确定切削用量及节点计算、加工工序卡片
尹方龙:数控加工刀具卡片、加工程序
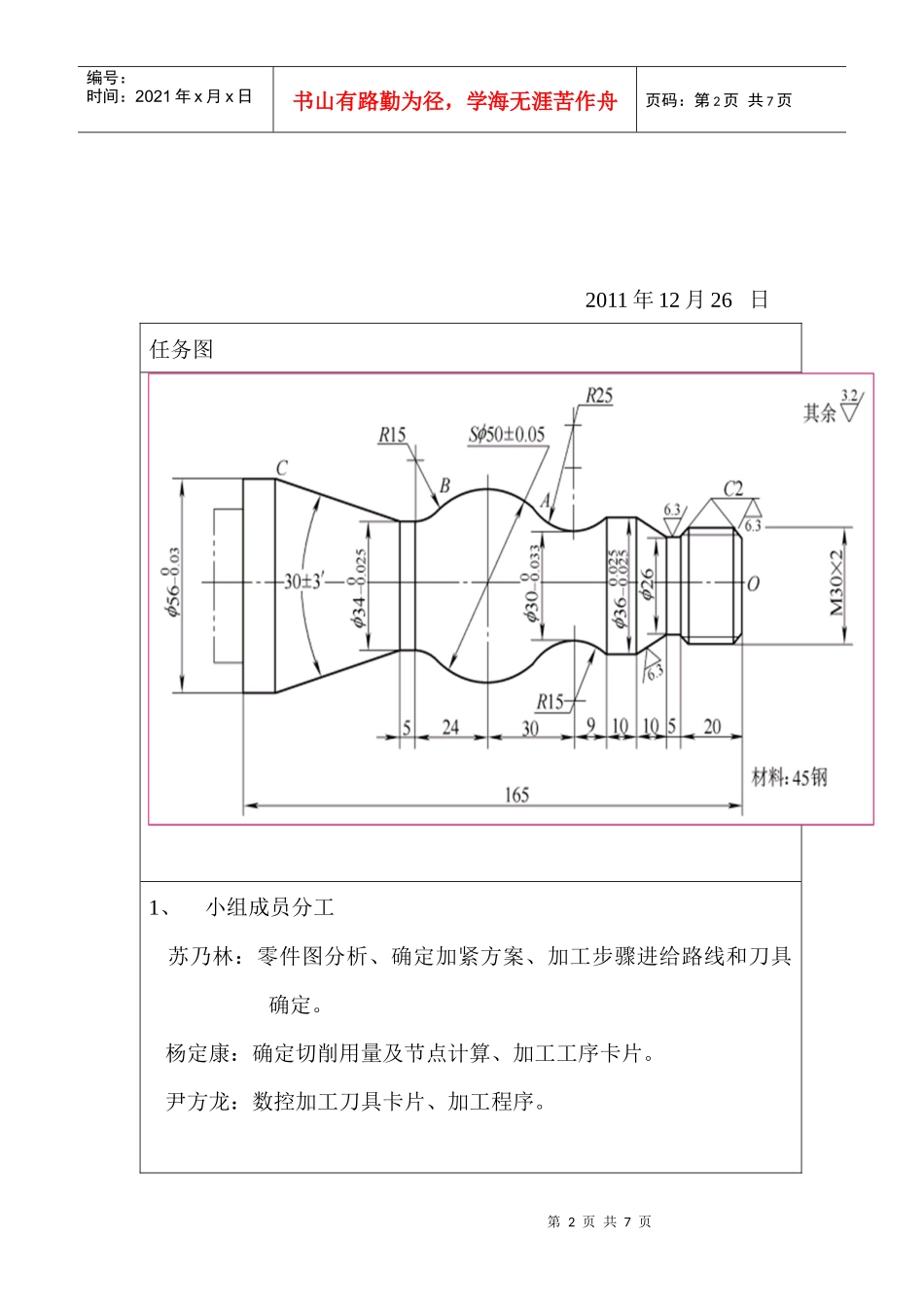
第3页共7页第2页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共7页2、零件工艺分析:1)、零件图分析:该零件表面有圆柱、圆锥、顺圆弧、逆圆弧、螺纹等表面组成
其中多个直径尺寸有较严格精度和表面粗糙度等要求;球面Sφ50mm的尺寸公差还兼有控制该球面形状(线轮廓)误差的作用
尺寸标注完整,轮廓描述清楚
零件材料为45#钢,无热处理和硬度要求
2)、确定装夹方案:①确定毛坯件轴线和左端大端面(设计基准)为定位基准
②左端采用三爪自定心卡盘定心夹紧③右端采用活动顶针支承的装夹方式3)、加工步骤、进给路线和刀具确定:第4页共7页第3页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共7页①加工步骤:分粗车和精车,先粗车再精车②进给路线:先从右到左粗车,合适的余量(一般0
5mm)精车余量,然后从右到左精车,达到尺寸要求后车削螺纹③刀具确定:a、45°硬质合金刀(车端面)b、粗精车轴外圆表均选用35°菱形涂层硬质合金外圆车刀,副偏角48°,刀尖半径0
4mm,为防止与工件轮廓发生干涩,必要时进行仿真加工检验c、车螺纹选用硬质合金60°外螺纹车刀,去刀尖圆弧半径0
2mmd、硬质合金切断刀4)确定切削用量及节点计算:①切削用量:粗车循环时,确定其背吃刀量为1