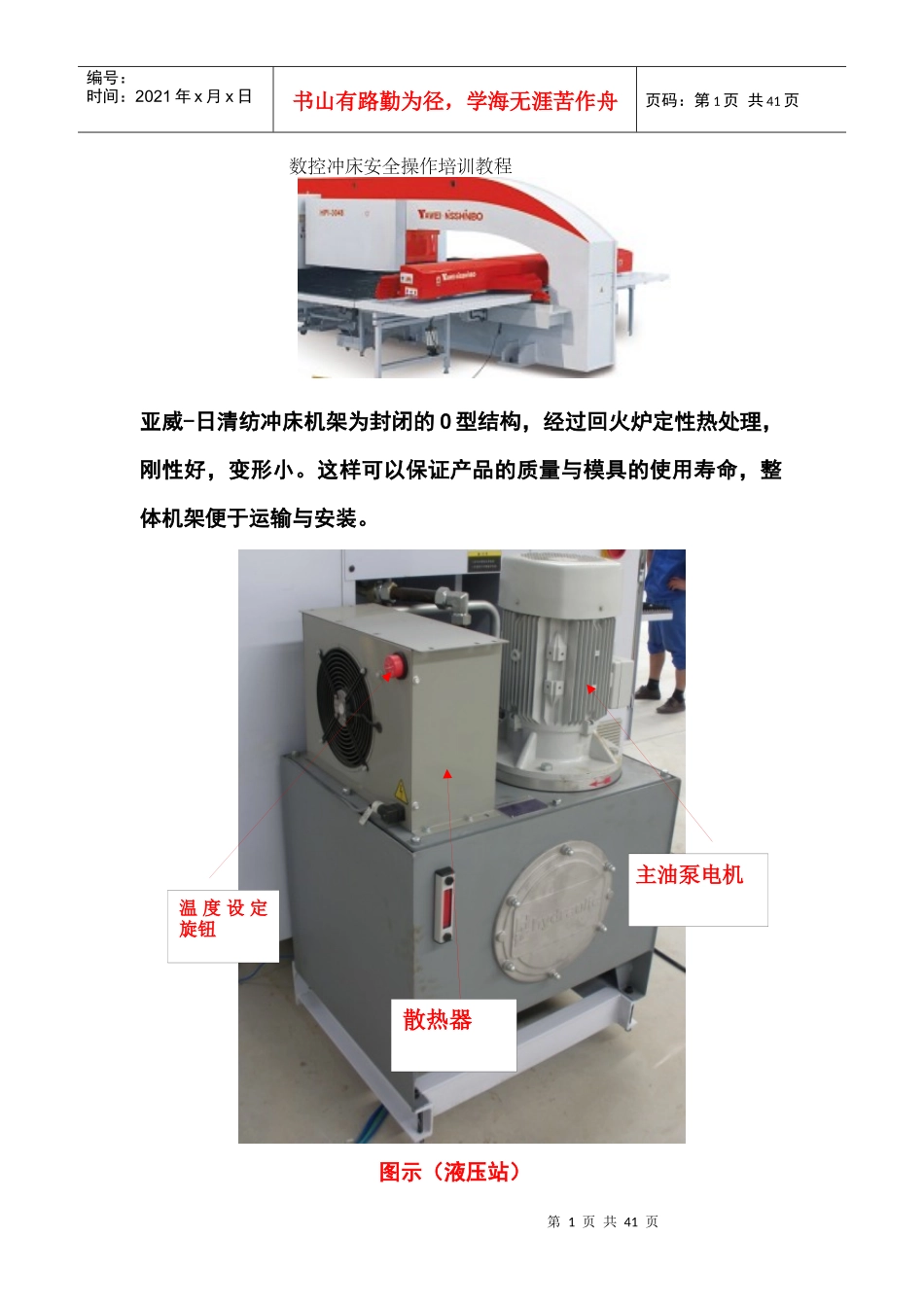
第1页共41页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共41页数控冲床安全操作培训教程亚威-日清纺冲床机架为封闭的O型结构,经过回火炉定性热处理,刚性好,变形小
这样可以保证产品的质量与模具的使用寿命,整体机架便于运输与安装
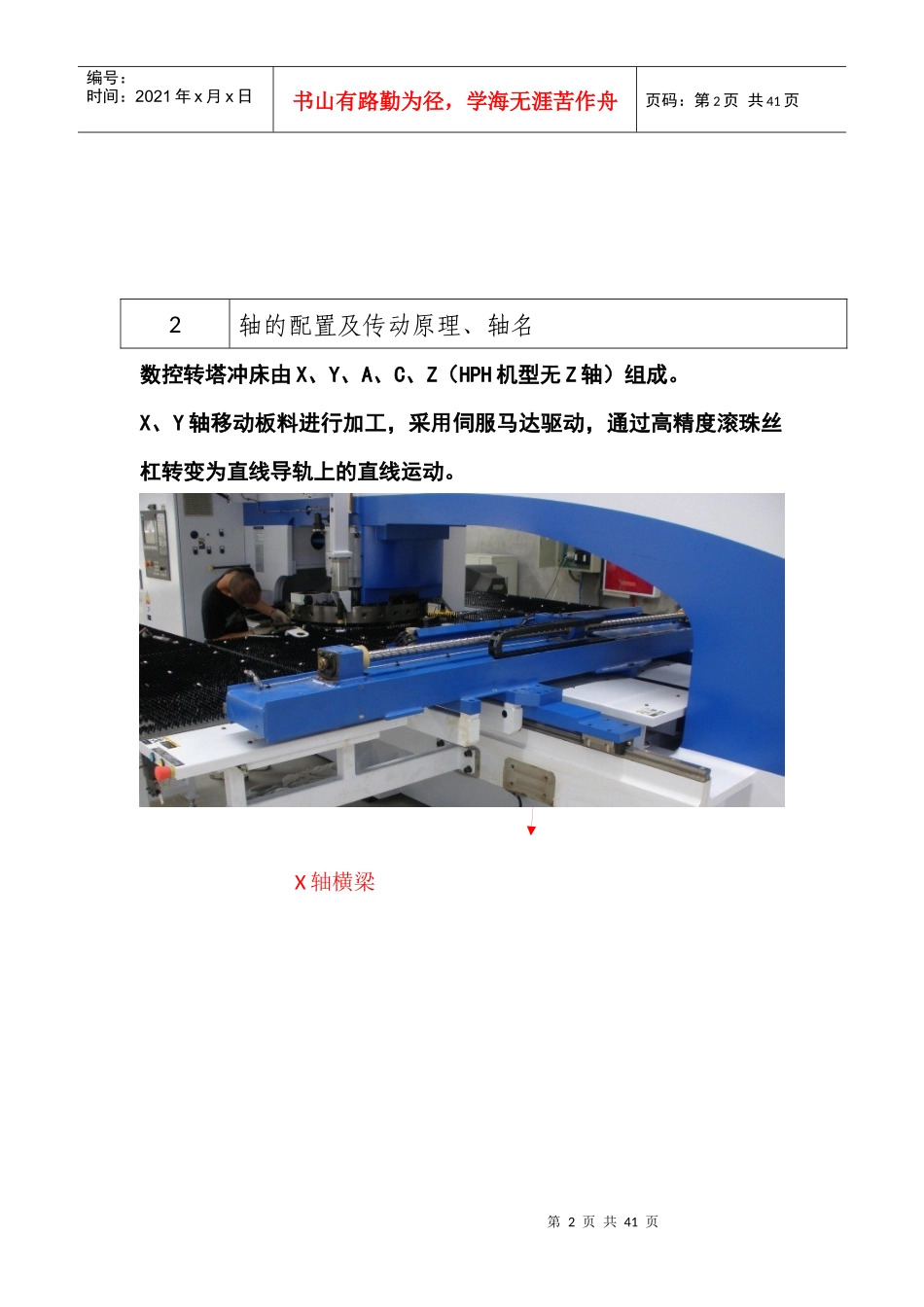
图示(液压站)温度设定旋钮散热器主油泵电机第2页共41页第1页共41页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共41页2轴的配置及传动原理、轴名数控转塔冲床由X、Y、A、C、Z(HPH机型无Z轴)组成
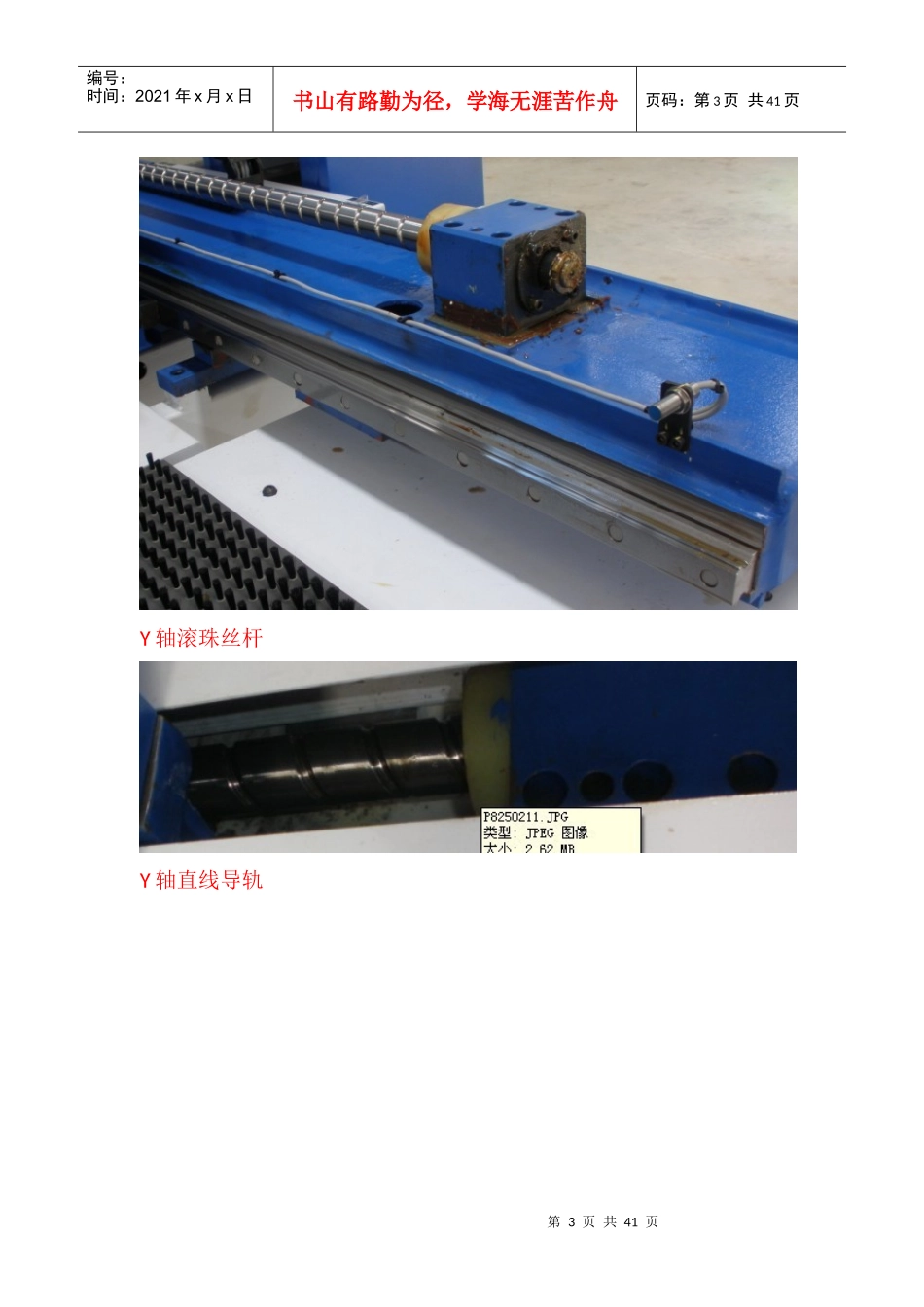
X、Y轴移动板料进行加工,采用伺服马达驱动,通过高精度滚珠丝杠转变为直线导轨上的直线运动
X轴横梁X轴工件原点Y轴第3页共41页第2页共41页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共41页Y轴滚珠丝杆Y轴直线导轨X轴滚珠丝杆X轴直线导轨第4页共41页第3页共41页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共41页A(T)轴为转塔亚威-日清纺的转塔采用日本合金铸铁厚转塔结构(日清纺公司制造提供),具有稳定性好,模具导向精度高、寿命长的特点
其通过链条传动,插销定位
第5页共41页第4页共41页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共41页其通常配置一般有26工位(带2个自动分度模位)、36工位(带2个自动分度模位)、38位(带2个自动分度模位)、40工位(带2个自动分度模位)
C轴为旋转工位(自动分度模位)
工位分为固定工位和旋转工位
固定工位只能0度或90度放置模具
0度是指工位转到冲头正下方模具长边方向与机床X轴平行,90度是指与X轴垂直
(102和309两个工位为45度键位)旋转工位则没有角度的限制,可以任意角度的旋转
链条定位销转塔第6页共41页第5页共41页编号:时间:2021年x月x日