第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页机械制造基础实习———车床主轴加工工艺姓名:陈烈学号:200710310220班级:07机设(2)班景德镇陶瓷学院第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页车床主轴加工工艺工作状况车床主轴承受中等扭矩,弯曲复合载荷,转速中等,并承受一定的冲击载荷,轴颈和滑动部分表面还要承受摩擦力作用
由零件简图可知:该主轴呈阶梯状,其上有安装支承轴承、传动件的圆柱、圆锥面,安装滑动齿轮的花键,安装卡盘及顶尖的内外圆锥面,联接紧固螺母的螺旋面,通过棒料的深孔等
一.下面分别介绍主轴各主要部分的作用及技术要求⑴支承轴颈主轴二个支承轴颈A、B圆度公差为0
005mm,径向跳动公差为0
005mm;而支承轴颈1∶12锥面的接触率≥70%;表面粗糙度Ra为0
4mm;支承轴颈尺寸精度为IT5
因为主轴支承轴颈是用来安装支承轴承,是主轴部件的装配基准面,所以它的制造精度直接影响到主轴部件的回转精度
⑵端部锥孔主轴端部内锥孔(莫氏6号)对支承轴颈A、B的跳动在轴端面处粗糙度Ra为0
4mm;硬度要求45~50HRC
该锥孔是用来安装顶尖或工具锥柄的,其轴心线必须与两个支承轴颈的轴心线严格同轴,否则会使工件(或工具)产生同公差为0
005mm,离轴端面300mm处公差为0
01mm;锥面接触率≥70%;表面轴度误差
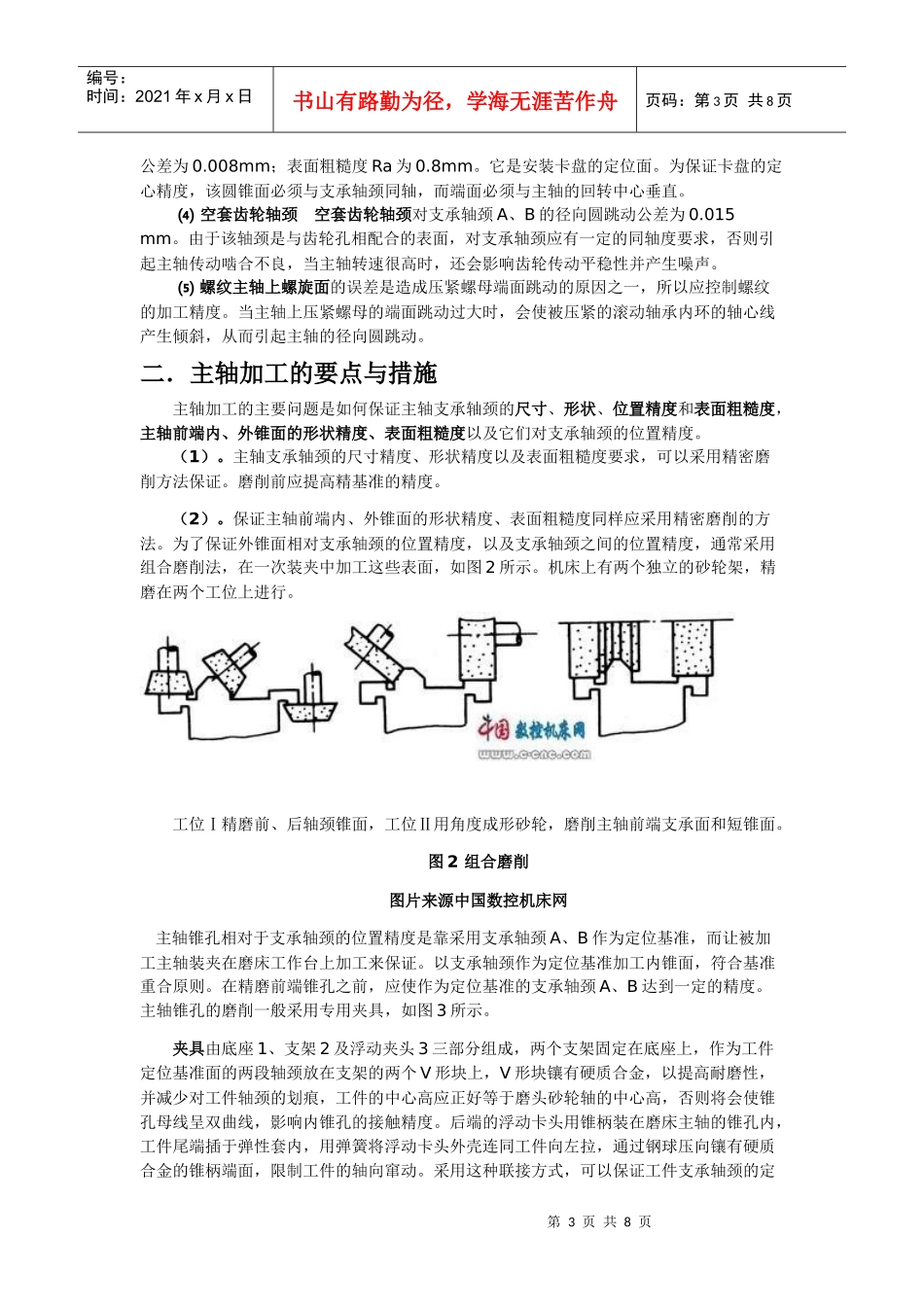
⑶端部短锥和端面头部短锥C和端面D对主轴二个支承轴颈A、B的径向圆跳动第3页共8页第2页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共8页公差为0
008mm;表面粗糙度Ra为0
它是安装卡盘的定位面
为保证卡盘的定心精度,该圆锥面必须与支承轴颈同轴,而端面必须与主轴的回转中心垂直
⑷空套齿轮轴颈空套齿轮