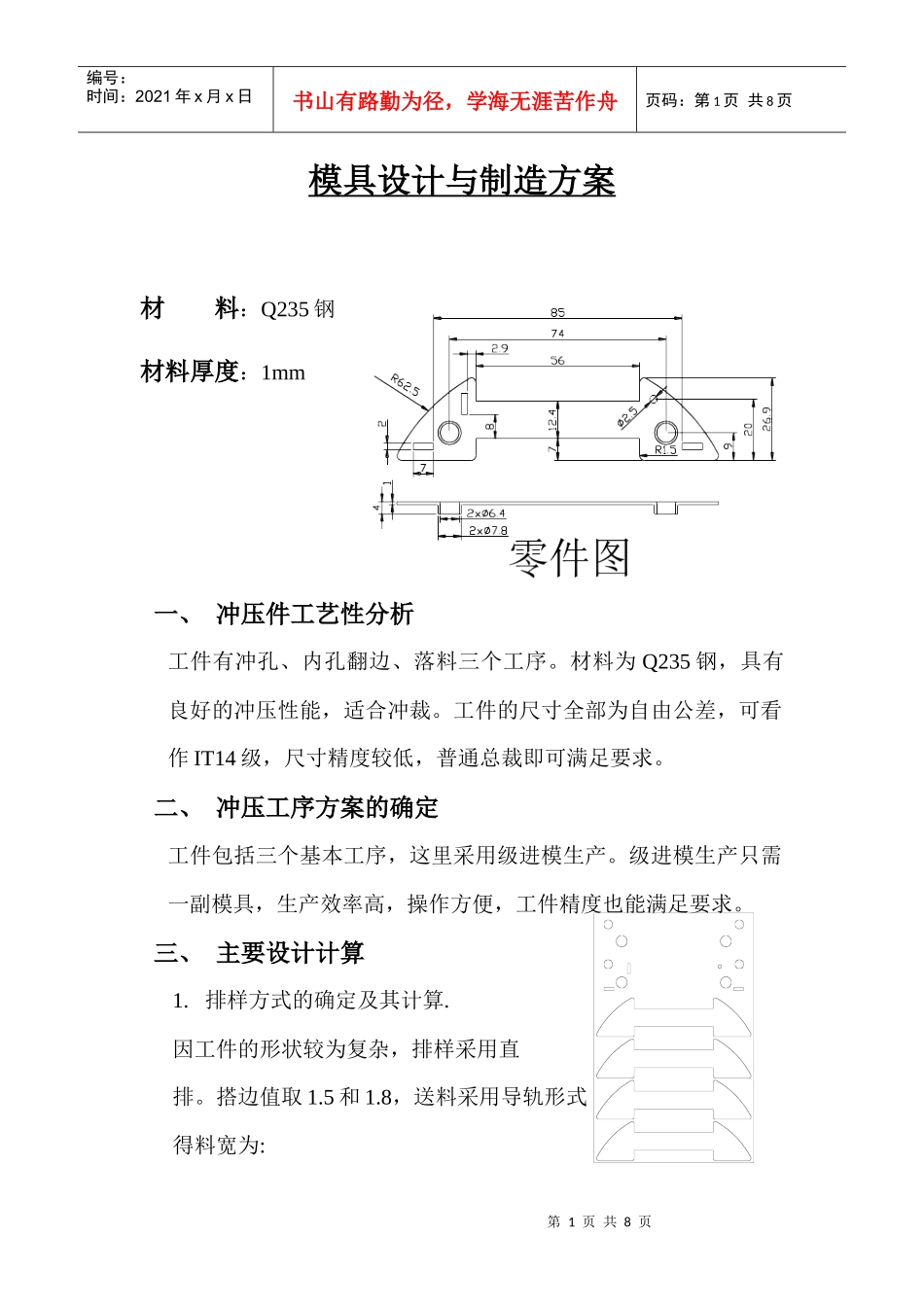
第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页模具设计与制造方案材料:Q235钢材料厚度:1mm一、冲压件工艺性分析工件有冲孔、内孔翻边、落料三个工序
材料为Q235钢,具有良好的冲压性能,适合冲裁
工件的尺寸全部为自由公差,可看作IT14级,尺寸精度较低,普通总裁即可满足要求
二、冲压工序方案的确定工件包括三个基本工序,这里采用级进模生产
级进模生产只需一副模具,生产效率高,操作方便,工件精度也能满足要求
三、主要设计计算1
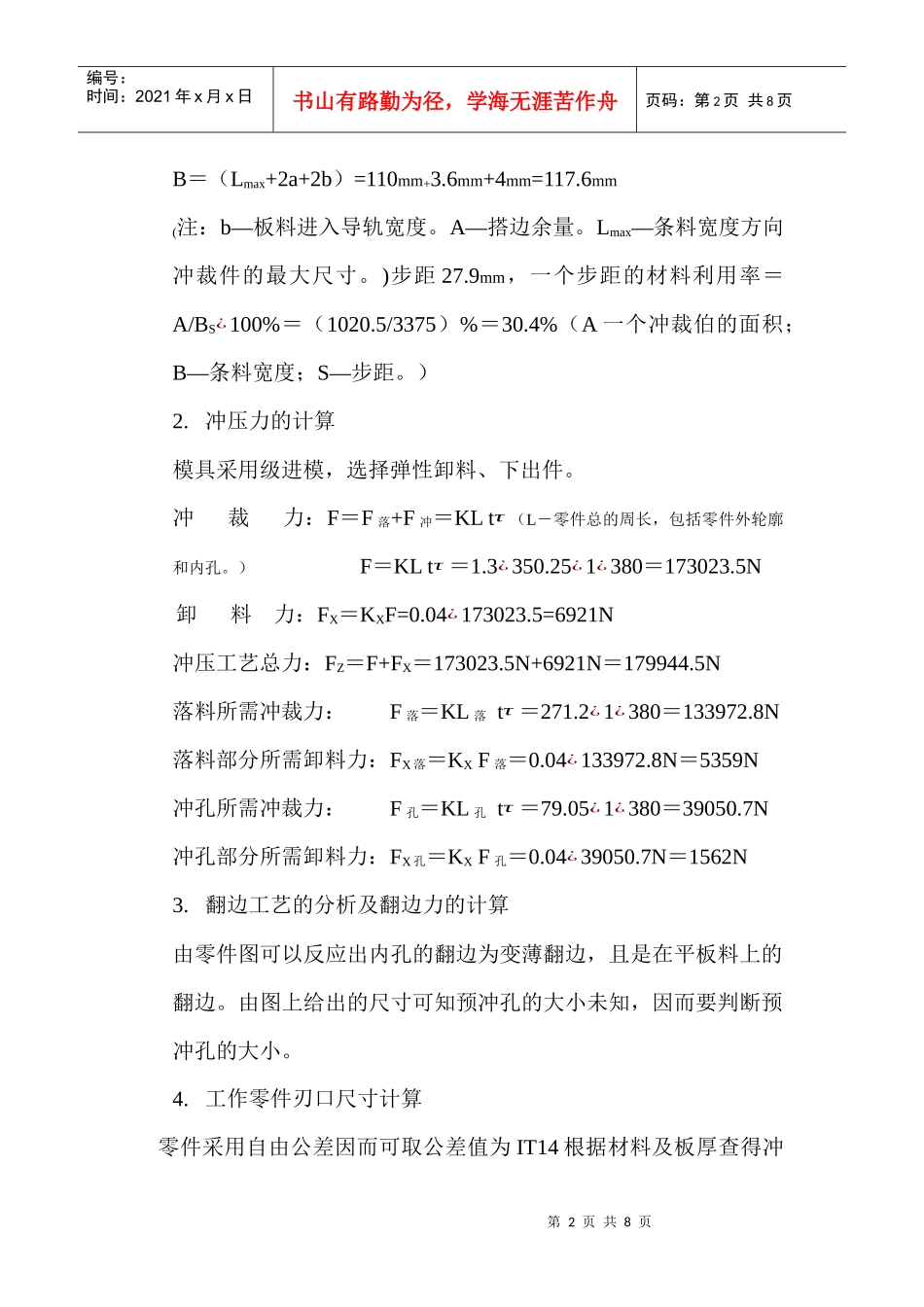
排样方式的确定及其计算
因工件的形状较为复杂,排样采用直排
8,送料采用导轨形式得料宽为:第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页B=(Lmax+2a+2b)=110mm+3
6mm+4mm=117
6mm(注:b—板料进入导轨宽度
A—搭边余量
Lmax—条料宽度方向冲裁件的最大尺寸
9mm,一个步距的材料利用率=A/BS¿100%=(1020
5/3375)%=30
4%(A一个冲裁伯的面积;B—条料宽度;S—步距
冲压力的计算模具采用级进模,选择弹性卸料、下出件
冲裁力:F=F落+F冲=KLtτ(L-零件总的周长,包括零件外轮廓和内孔
)F=KLtτ=1
25¿1¿380=173023
5N卸料力:FX=KXF=0
04¿173023
5=6921N冲压工艺总力:FZ=F+FX=173023
5N+6921N=179944
5N落料所需冲裁力:F落=KL落tτ=271
2¿1¿380=133972
8N落料部分所需卸料力:FX落=KXF落=0
04¿133972
8N=5359N冲孔所需冲裁力:F孔=KL孔tτ=79
05¿1¿380=39050
7N冲孔部分所需卸料力:FX孔=KXF孔=0