焊接质量检验标准品质部门2015
目的通过正确定义焊接质量的检验标准,保证员工在焊接、检验过程中制造出合格的产品
范围适用于焊接车间
工作程序焊接质量标准根据生产制造现场工艺实际情况,可采用边界样本目视化来清楚地分辨出焊接质量是否符合要求
1电阻点焊焊点不合格质量的界定和CO2气体保护焊焊点、焊缝不合格质量的界定
1以下8种电阻焊点被认为是不可接受的,界定为不合格质量:3
1虚焊(无熔核或者熔核的尺寸小于4mm)焊点,代号为L
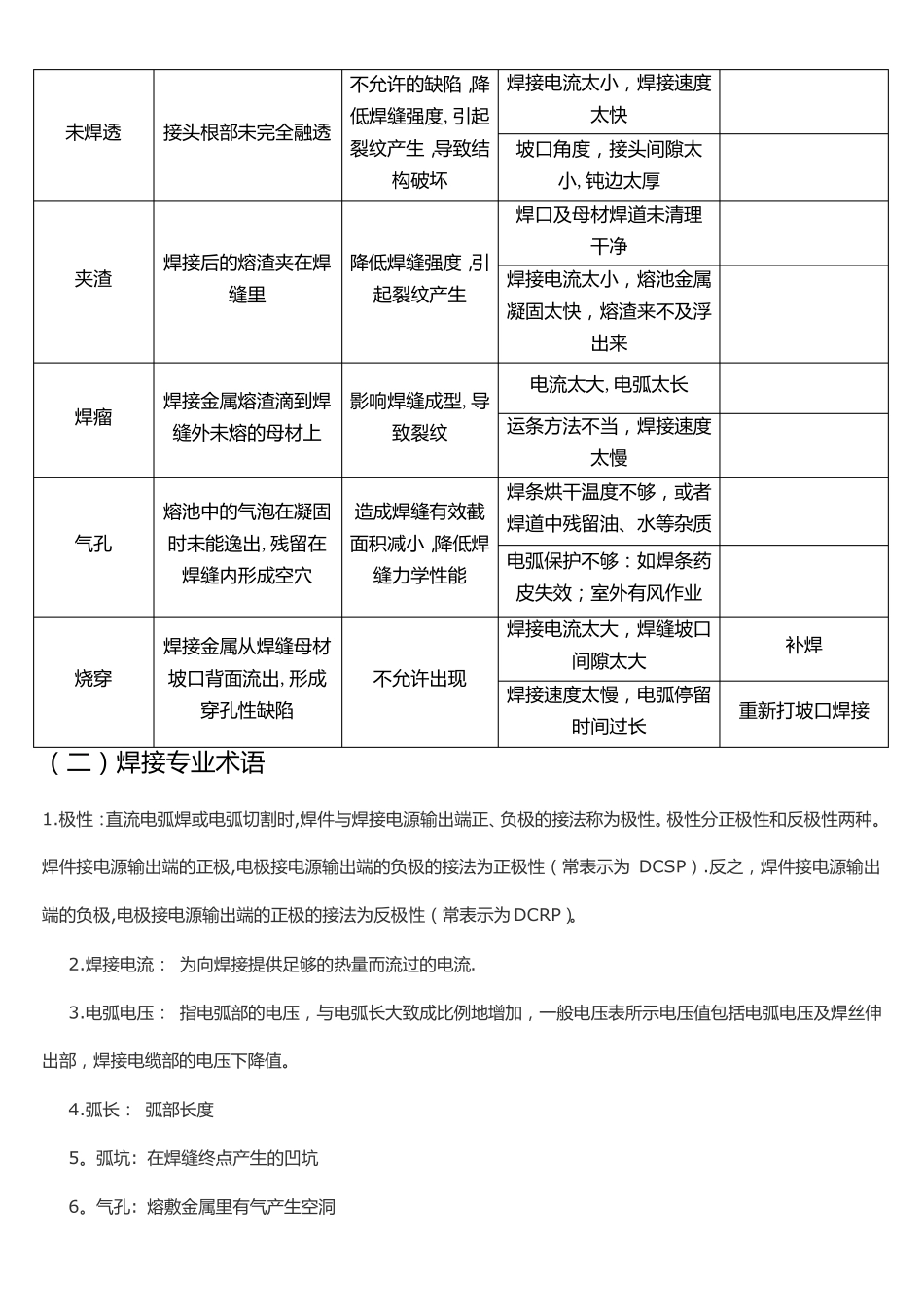
(一)焊接不良术语焊接缺陷失效模式焊缝形成不良,余高过高或过低焊接尺寸不对焊脚尺寸不符合要求失效危害影响外观失效原因焊接件坡口尺寸不当焊接电流太大焊接电流太小焊接速度和运条方法不当,焊条角度不对焊接结构设计不合理结构刚性太大焊接工艺参数选择不合解决办法导致焊接结构破坏裂纹焊接接头局部开裂所产生的缝隙最危险的缺陷,决不允许存在减小了基本金属的有效截面积,应易造成结构破理焊接工艺参数选择不合理焊接后焊趾的母材部咬边位产生纵向沟槽或凹陷焊接电流过大超过限度的咬边要进行补焊力集中在咬边处,焊接速度或运条不当,电弧过长不允许的缺陷,降焊接电流太小,焊接速度未焊透接头根部未完全融透低焊缝强度,引起裂纹产生,导致结构破坏太快坡口角度,接头间隙太小,钝边太厚焊口及母材焊道未清理夹渣焊接后的熔渣夹在焊缝里降低焊缝强度,引起裂纹产生干净焊接电流太小,熔池金属凝固太快,熔渣来不及浮出来焊接金属熔渣滴到焊缝外未熔的母材上影响焊缝成型,导致裂纹电流太大,电弧太长运条方法不当,焊接速度太慢熔池中的气泡在凝固气孔时未能逸出,残留在焊缝内形成空穴焊接金属从焊缝母材烧穿坡口背面流出,形成穿孔性缺陷不允许出现造成焊缝有效截面积减小,降低焊缝力学性能焊条烘干温度不够,或者焊道中残留油、水等杂质电弧保护不够:如焊条药皮失效;室外有风作业焊接电流太大,焊