第1页共43页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共43页数控仿真加工实训报告第2页共43页第1页共43页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共43页一、实训目的1、综合复习《数控加工工艺与编程》要求掌握的知识,并加以运用
2、考查学生手工零件测绘及AUTOCAD制图能力
3、针对具体零件,锻炼学生工艺分析及工艺方案处理能力
4、提高学生程序编制及调试能力
5、为学生后续的中级工认证操作服务
二、实训要求本次实训课题为“齿轮泵盖数控仿真加工”,要求如下:1、要求学生应严格遵守实验实训各项规章制度,服从实验实训老师的指导
2、手工测量零件数据精确到0
1毫米,AUTOCAD绘图数据精确到0
3、合理制定零件加工工艺方案
4、熟练掌握仿真软件的对刀、程序输入、导出、编辑等各项操作
5、数控程序编写规范、条理清晰
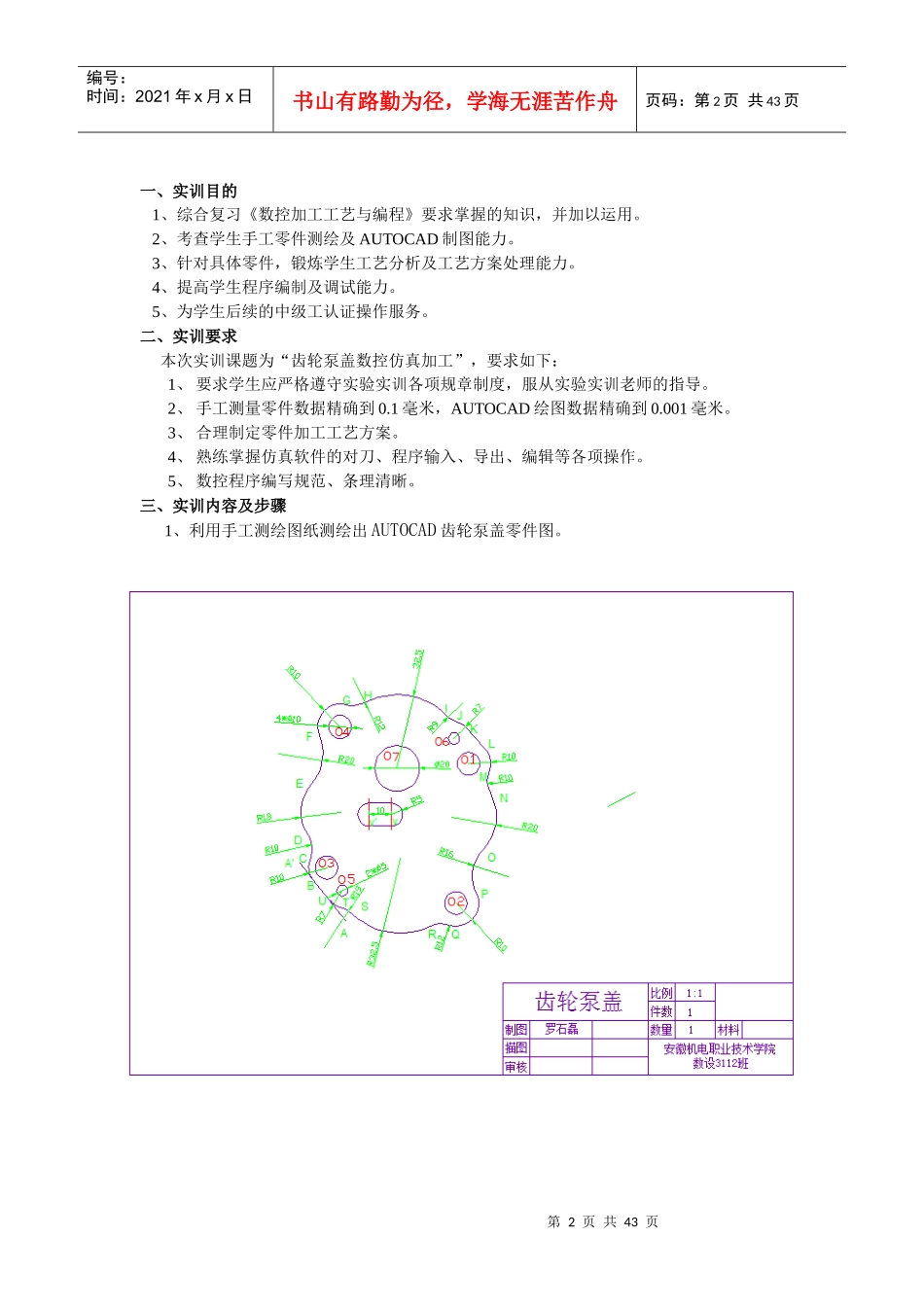
三、实训内容及步骤1、利用手工测绘图纸测绘出AUTOCAD齿轮泵盖零件图
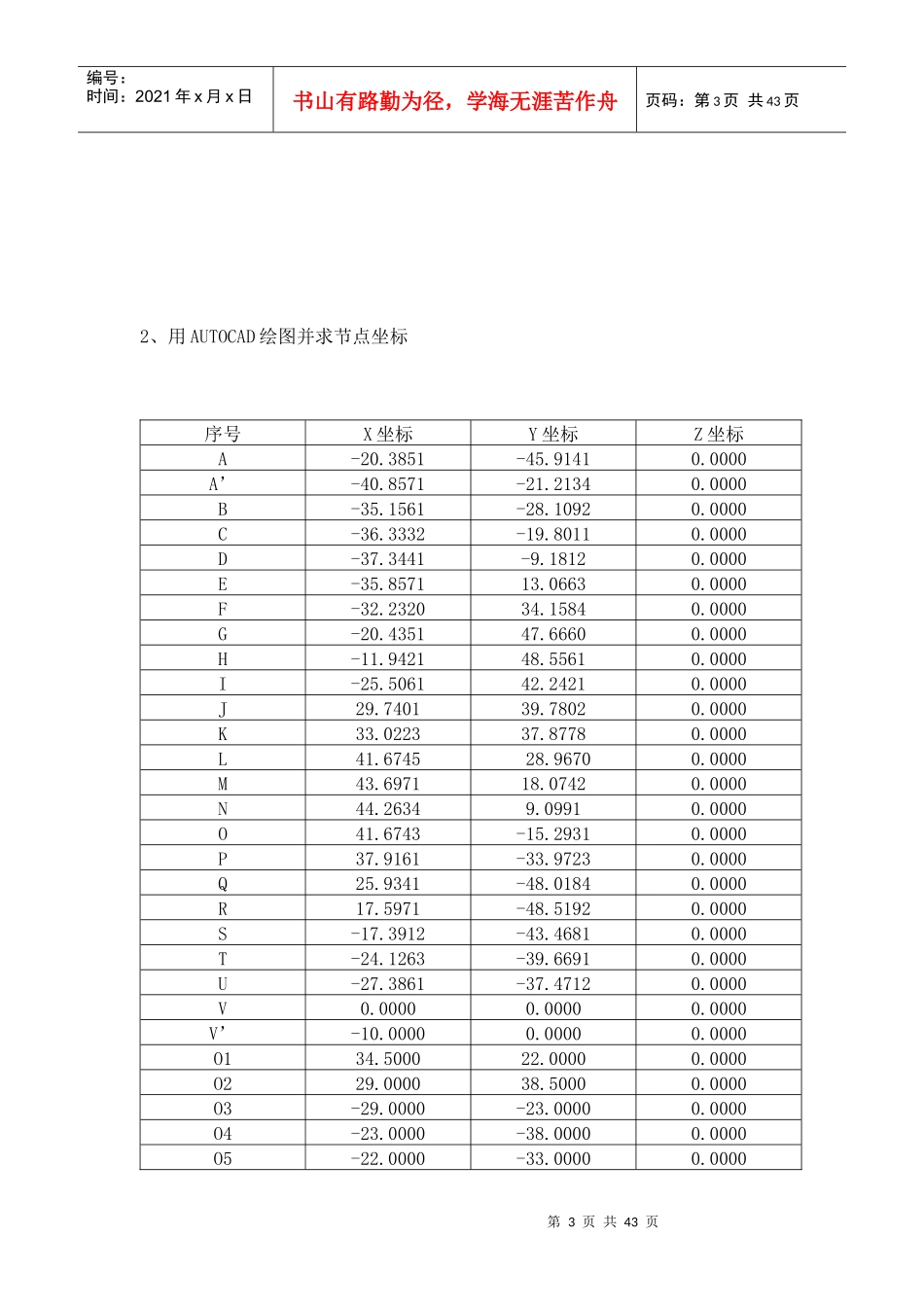
第3页共43页第2页共43页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共43页2、用AUTOCAD绘图并求节点坐标序号X坐标Y坐标Z坐标A-20
3851-45
0000A’-40
8571-21
0000B-35
1561-28
0000C-36
3332-19
0000D-37
3441-9
0000E-35
857113
0000F-32
232034
0000G-20
435147
0000H-11
942148
0000I-25
506142
0000J29
740139
0000K33
022337
0000L41
674528