船舶内装工艺1适用范围本指导书适用于绝缘材料敷设工艺、甲板敷料敷设工艺、木质家具制作及安装、木作舱室内装工艺
2工艺内容2
1陶瓷棉敷设工艺2
1施工前准备(1)防火分隔绝缘材料敷设前,有关结构的焊接、切割、火工校正等工作均应结束,一般不允许在绝缘材料施工后再进行明火作业;(2)防火分隔及防潮型矿物棉板的固定形式按已确定的设计图纸施工
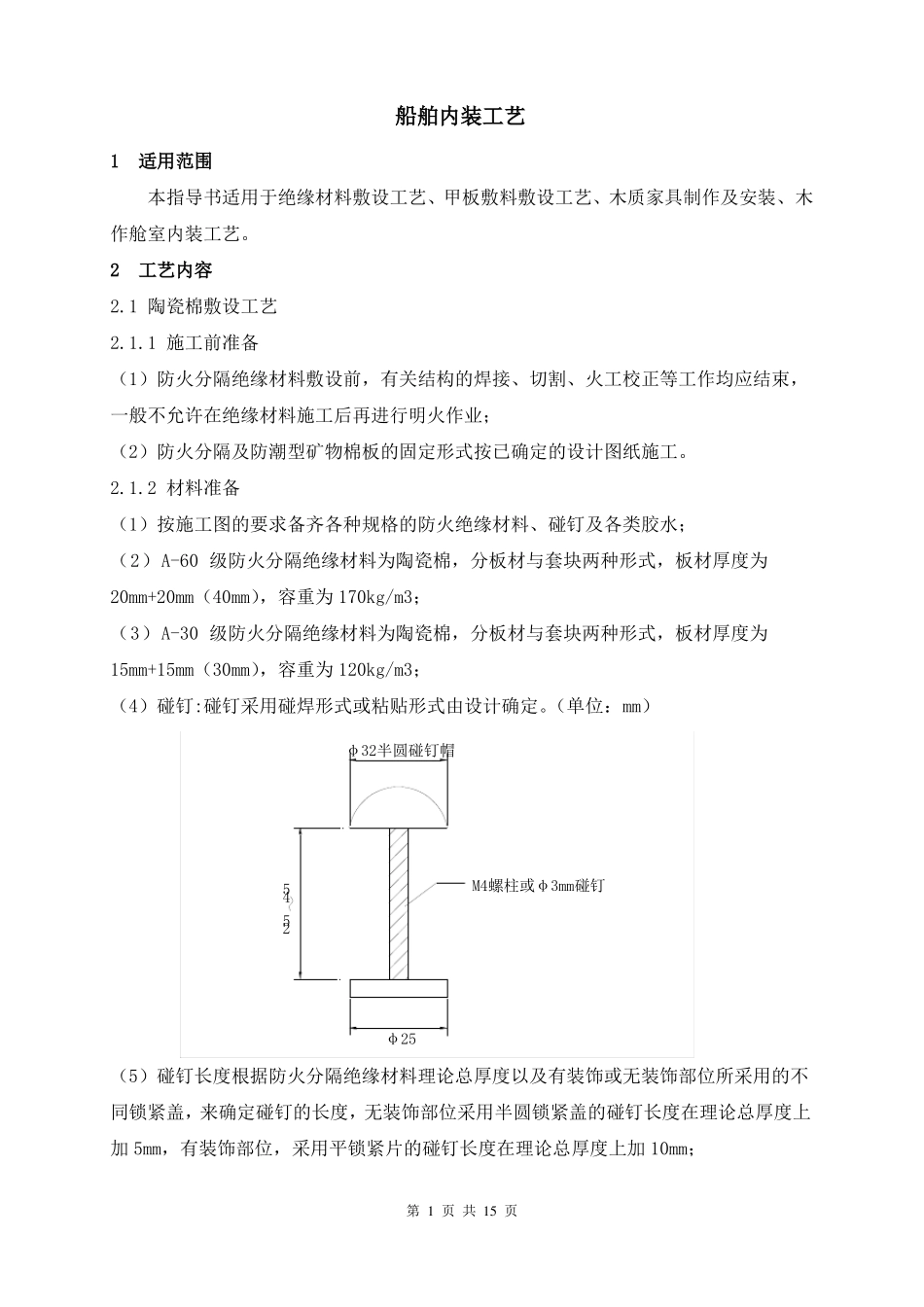
2材料准备(1)按施工图的要求备齐各种规格的防火绝缘材料、碰钉及各类胶水;(2)A-60级防火分隔绝缘材料为陶瓷棉,分板材与套块两种形式,板材厚度为20mm+20mm(40mm),容重为170kg/m3;(3)A-30级防火分隔绝缘材料为陶瓷棉,分板材与套块两种形式,板材厚度为15mm+15mm(30mm),容重为120kg/m3;(4)碰钉:碰钉采用碰焊形式或粘贴形式由设计确定
(单位:mm)φ32半圆碰钉帽2545M4螺柱或φ3mm碰钉φ25(5)碰钉长度根据防火分隔绝缘材料理论总厚度以及有装饰或无装饰部位所采用的不同锁紧盖,来确定碰钉的长度,无装饰部位采用半圆锁紧盖的碰钉长度在理论总厚度上加5mm,有装饰部位,采用平锁紧片的碰钉长度在理论总厚度上加10mm;第1页共15页(6)胶水(由防火分隔绝缘材料生产厂配套供应);(7)耐高温碰钉粘结剂,用于碰钉与船体钢结构之间的粘结;(8)MPV-20型粘结剂(单组份),用于绝缘材料与船体钢结构之间的粘结
3工具准备手提式风动搅拌器或搅拌棒(用于各种胶水的搅拌),切割刀,剪刀,带齿形刮板,油漆刷、尺等
4环境准备(1)需敷设绝缘的钢板和型材,均应按油漆工艺涂刷或二层底漆
施工时底漆表面应干净无油渍、锈斑
如有不洁必须打磨干净,并补上底漆,然后方可敷设绝缘材料;(2)凡施工现场均应有良好的通风环境,以保证施工的安全性;(3)在施工现场,环境温度低于-10℃时不得施工