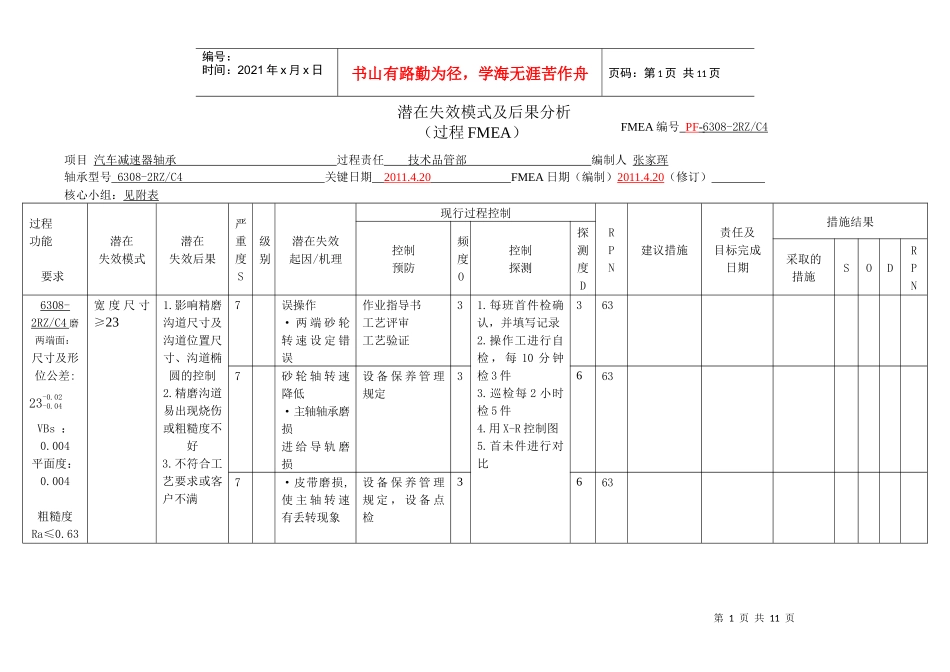
第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共11页项目汽车减速器轴承过程责任技术品管部编制人张家珲轴承型号6308-2RZ/C4关键日期2011
20FMEA日期(编制)2011
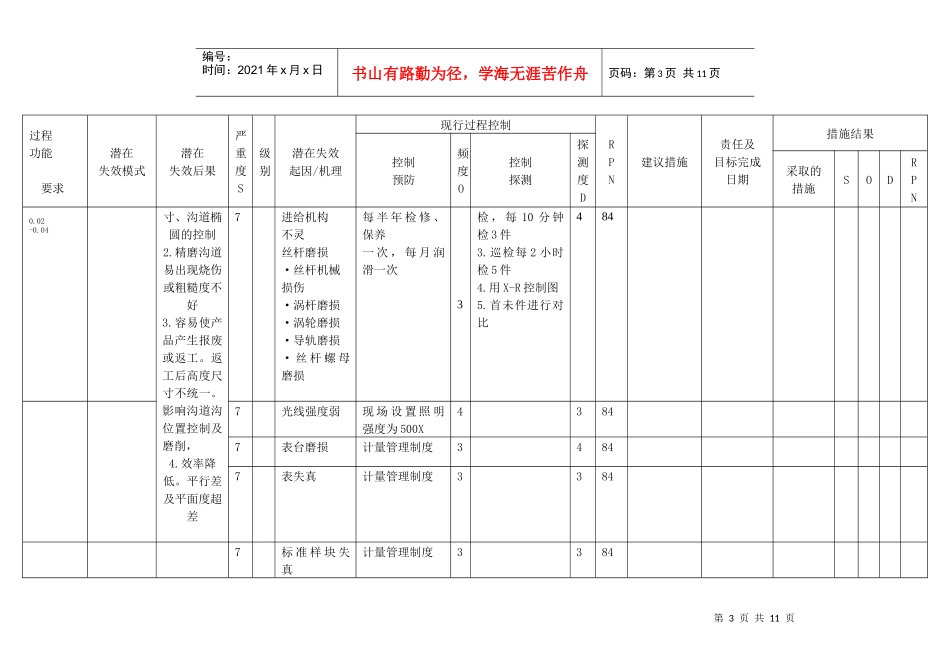
20(修订)核心小组:见附表过程功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理现行过程控制RPN建议措施责任及目标完成日期措施结果控制预防频度O控制探测探测度D采取的措施SODRPN6308-2RZ/C4磨两端面:尺寸及形位公差:23-0
04VBs:0
004平面度:0
004粗糙度Ra≤0
63宽度尺寸≥231
影响精磨沟道尺寸及沟道位置尺寸、沟道椭圆的控制2
精磨沟道易出现烧伤或粗糙度不好3
不符合工艺要求或客户不满7误操作·两端砂轮转速设定错误作业指导书工艺评审工艺验证31
每班首件检确认,并填写记录2
操作工进行自检,每10分钟检3件3
巡检每2小时检5件4
用X-R控制图5
首未件进行对比3637砂轮轴转速降低·主轴轴承磨损进给导轨磨损设备保养管理规定36637·皮带磨损,使主轴转速有丢转现象设备保养管理规定,设备点检3663潜在失效模式及后果分析(过程FMEA)FMEA编号PF-6308-2RZ/C4第2页共11页第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共11页过程功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理现行过程控制RPN建议措施责任及目标完成日期措施结果控制预防频度O控制探测探测度D采取的措施SODRPN无磨伤及烧伤及碰伤等缺陷7·皮带轮磨损使主轴转速不准确定设备保养管理规定,设备点检36637光线强度弱现场设置照明强度为500X33637表台磨损计量管理制度34847表失真计量管理制度33637标准样块失真计量管理制度3363宽度尺寸: