第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页制丝车间SPC培训材料一、什么是SPCSPC:统计过程控制
也就是应用统计技术对过程中各个阶段进行监控,从而达到保证与改进质量的目的
二、什么是控制图控制图就是对生产过程的关键质量特性值(如咀棒的吸阻、烟丝的含水率、烟支的质量等)进行测定、记录、评估并监察过程是否处于控制状态的一种图形方法,它是SPC的核心技术
控制图主要包括三方面的内容:第一,控制线
包括上控制线(UCL)、中心线(CL)、下控制线(LCL)三条;第二,取样方法
主要包括取样的时间间隔(一般为等时间间隔)、取样的多少(样本量大小);第三,过程判定主要是利用相应的判定准则根据控制图上点子的分布情况对生产过程是否稳定进行判断
控制图可分为:计量控制图和计数控制图两大类计量控制图又包括:均值—标准差控制图、均值—极差控制图、中位数—极差控制图和单值—移动极差控制图四类
在制丝车间最实用的是:均值—极差控制图和单值—移动极差控制图
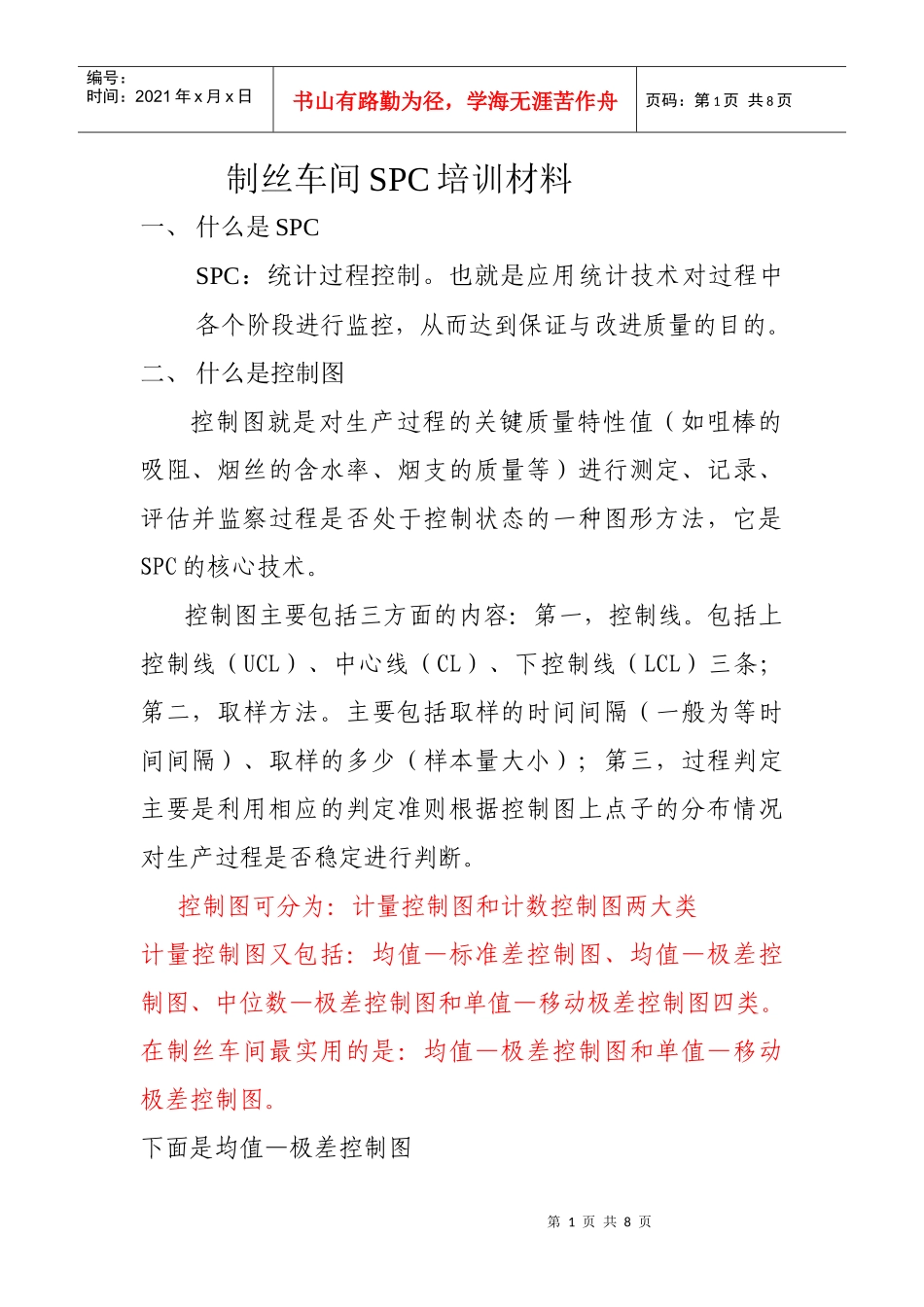
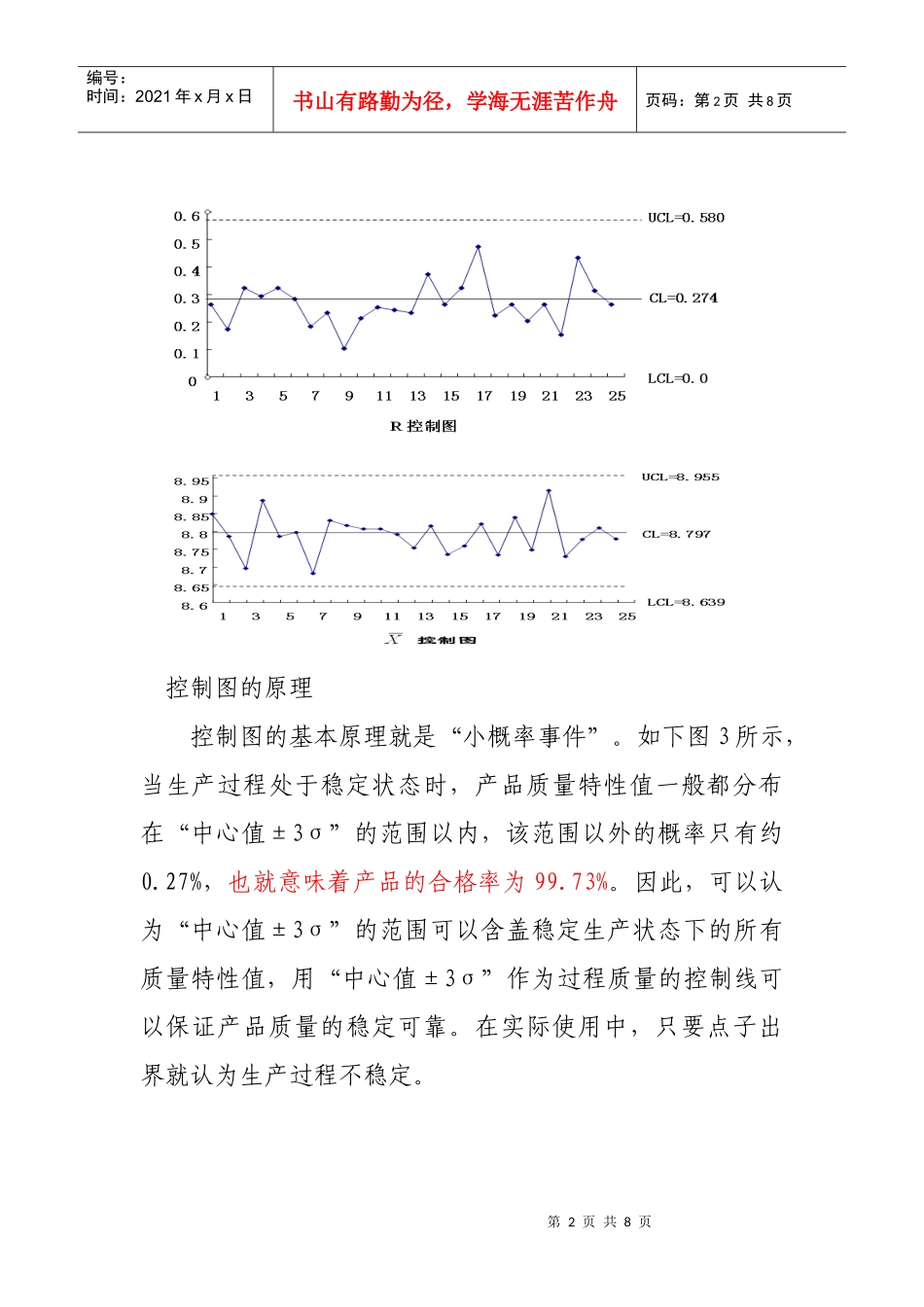
下面是均值—极差控制图第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页控制图的原理控制图的基本原理就是“小概率事件”
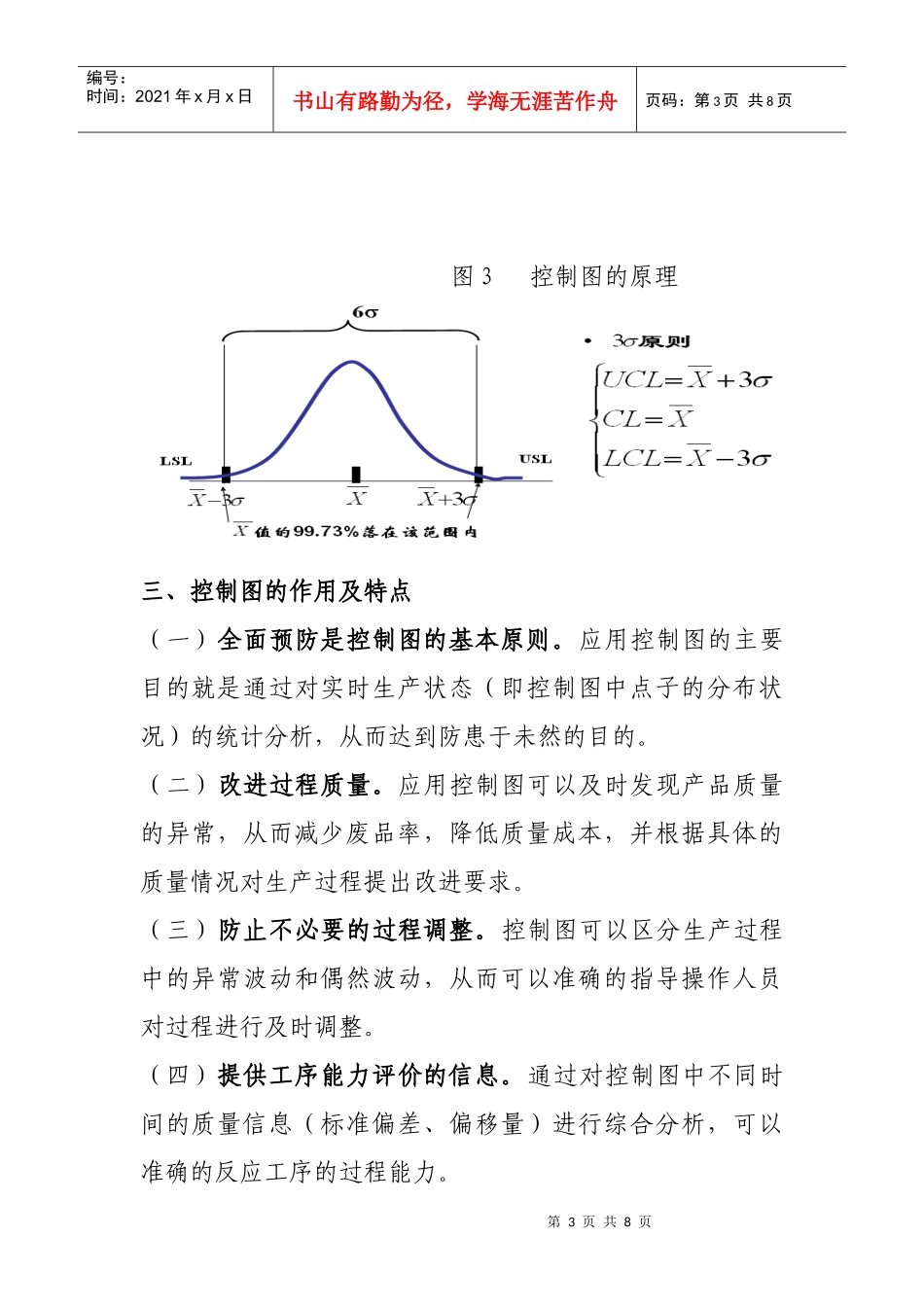
如下图3所示,当生产过程处于稳定状态时,产品质量特性值一般都分布在“中心值±3σ”的范围以内,该范围以外的概率只有约0
27%,也就意味着产品的合格率为99
因此,可以认为“中心值±3σ”的范围可以含盖稳定生产状态下的所有质量特性值,用“中心值±3σ”作为过程质量的控制线可以保证产品质量的稳定可靠
在实际使用中,只要点子出界就认为生产过程不稳定
第3页共8页第2页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共8页图3控制图的原理三、控制图的作用及特点(一)全面预防是控制图的基本原则