粉末喷涂工艺操作规程1、目的通过对生产过程中的每一工艺过程作定性和定量的规定,标准和指导每一工艺过程中的操作者操作要求,从而确保型材的质量
2、适用范围适用于喷涂车间对铝合金型材进展粉末喷涂外表处理
1车间主任负责指导和监视车间员工按本操作规程的规定操作
2各岗位员工严格按本规程的规定进展作业
4、操作规程4
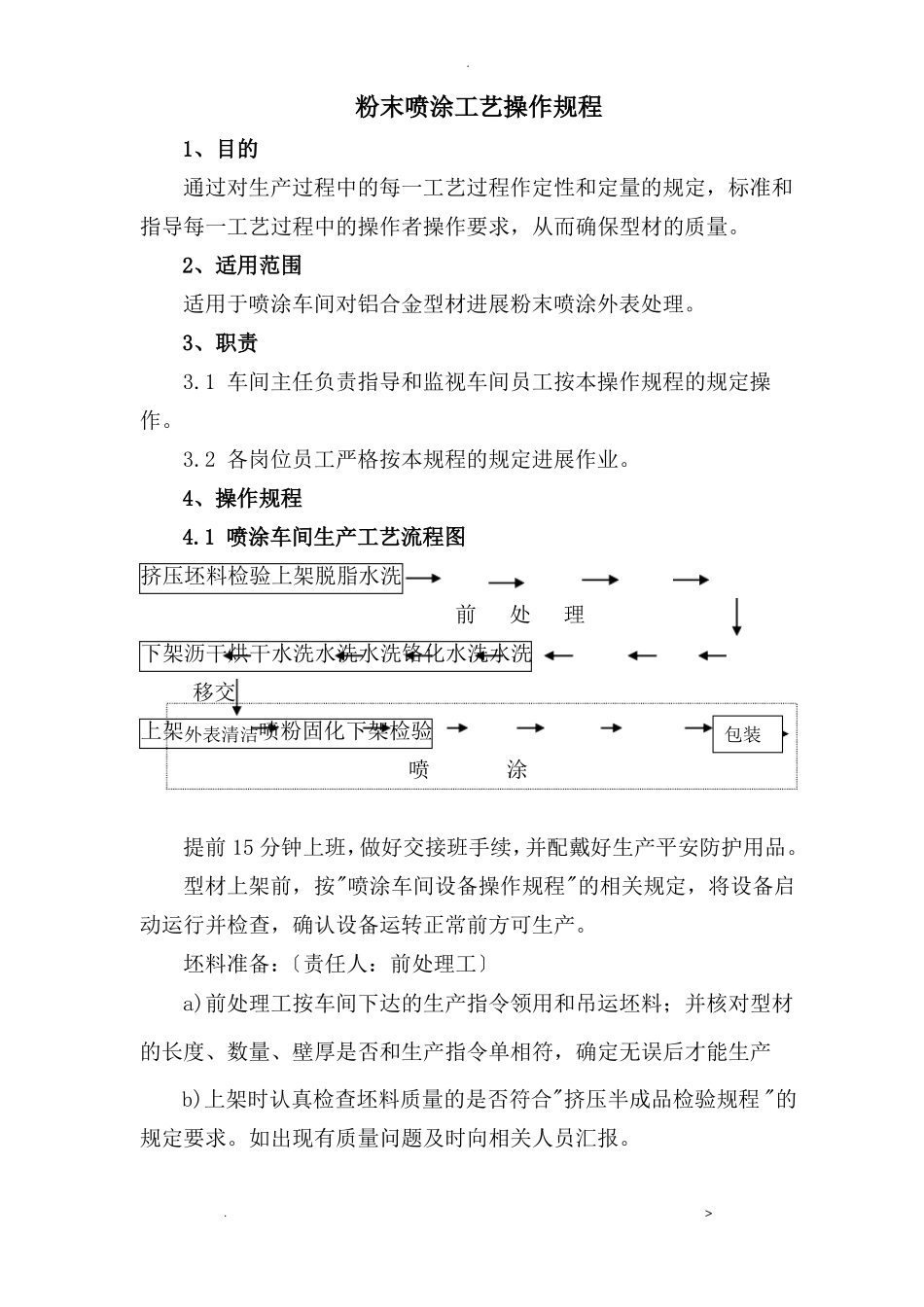
1喷涂车间生产工艺流程图挤压坯料检验上架脱脂水洗前处理下架沥干烘干水洗水洗水洗铬化水洗水洗移交上架外表清洁喷粉固化下架检验喷涂提前15分钟上班,做好交接班手续,并配戴好生产平安防护用品
型材上架前,按"喷涂车间设备操作规程"的相关规定,将设备启动运行并检查,确认设备运转正常前方可生产
坯料准备:〔责任人:前处理工〕a)前处理工按车间下达的生产指令领用和吊运坯料;并核对型材的长度、数量、壁厚是否和生产指令单相符,确定无误后才能生产b)上架时认真检查坯料质量的是否符合"挤压半成品检验规程"的规定要求
如出现有质量问题及时向相关人员汇报
c〕抬料时要轻拿放,防止因为人为的因素造成损坏铝型材坯料
d〕上排绑料时头尾要一致对齐,防止在各槽溶浸泡中相互擦花
e〕用完的工具必须整齐摆放,保持场地整洁、干净
专用工具准备
相关岗位人员检查以下工具是否齐备和符合使用要求:a)挂钩:导电良好,无空缺、无变形;b)小车:能正常推动
相关岗位人员检查以下生产用原材料是否足够:前处理化学药水、粉末
前处理操作和各槽液的浓度要求〔1〕脱脂:温度为常温,酸浓度50-90g/L脱脂时间5-10分钟〔视铝件外表污染程度而定〕,材料吊起过槽时,要尽量倾斜,倾斜角度一般为5-10度角,并吊起并滴水1分钟;〔2〕水洗:三次用自来水清洗,时间为1-3分钟,要求各水洗槽有溢流;〔3〕铬化:铬化温度为常温,铬化剂浓度25-35g/L,PH值为1
0,铬化时间为1-3