無鉛焊接:控制與改進工藝ByGerjanDiepstraten本文描述怎樣控制與改進無鉛工藝
在實施無鉛工藝之後,我們必須經常跟進、監察和分析資料,以保持工藝在控制之中
無鉛焊接已經引入了,因此無數的問題也提出來了
儘管如此,許多問題還是必須回答的,包括無鉛的定義、它的實施成本、和甚至是否所有技術問題已經解決
但是,實驗繼續在新的無鉛合金的可靠性上提供好的數位
本文討論成本與能量效應,並展示工藝必須不斷地檢驗,因爲技術與工藝知識在將來會改進的
一個標準改進模式,比如德明迴圈(Demingcycle),可用來維護無鉛焊接工藝的控制,作出調整和改進,並在可能的時候實現成本的節約
材料成本焊錫作爲一個例子,某種焊接機的錫鍋含有大約760公斤的錫鉛(SnPb)合金
用SnPb來填滿錫鍋將花大約$3,960美元
SnPb的密度爲8
4g/mm3
用錫銅(SnCu)合金填滿相同的錫鍋需要661公斤,其密度爲7
31g/mm3:質量=(7
4)x760=661
結果是焊錫成本增加28%或$5,063美元
其他無鉛替代方案,如錫銀(SnAg,135%)和錫銀銅(SnAgCu,145%)對焊錫成本的影響甚至更大
考慮到焊接點和將SnPb與無鉛進行比較,我們可以作下列計算
如果形狀相同,那麽無鉛合金的質量將較少,由於其密度較大
對於一個SnCu焊接的通孔引腳連接器,焊錫質量爲:(ρSnCuxρSnPb)xmassSnPb因爲焊點看上去不同,濕潤可能較差,焊點的角度不同,我們必須驗證是否計算的質量差別大約等於焊接點的實際質量增加
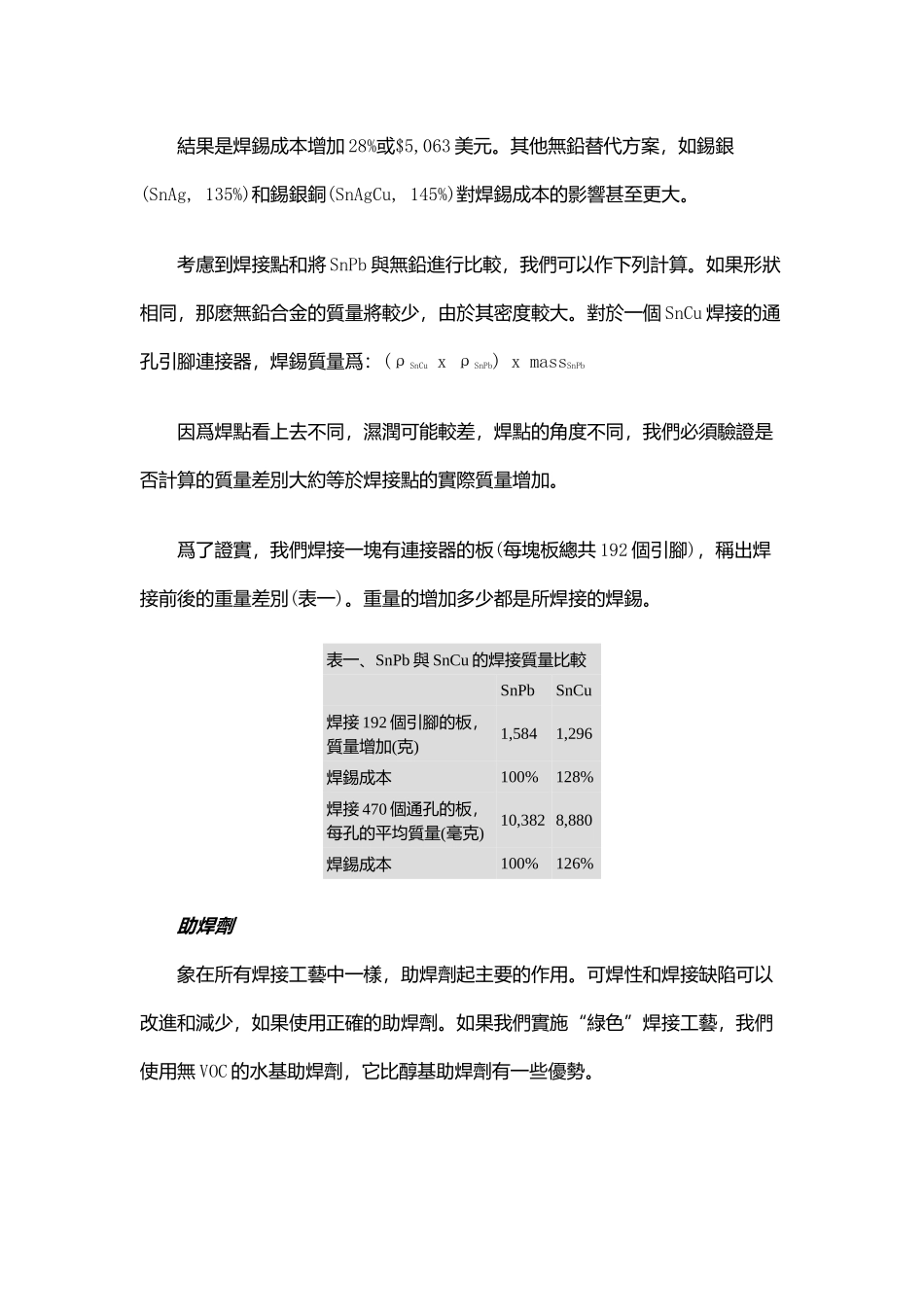
爲了證實,我們焊接一塊有連接器的板(每塊板總共192個引腳),稱出焊接前後的重量差別(表一)
重量的增加多少都是所焊接的焊錫
表一、SnPb與SnCu的焊接質量比較SnPbSnCu焊接192個引腳的板,質量增加(克)1,5841,296焊錫成本100%1