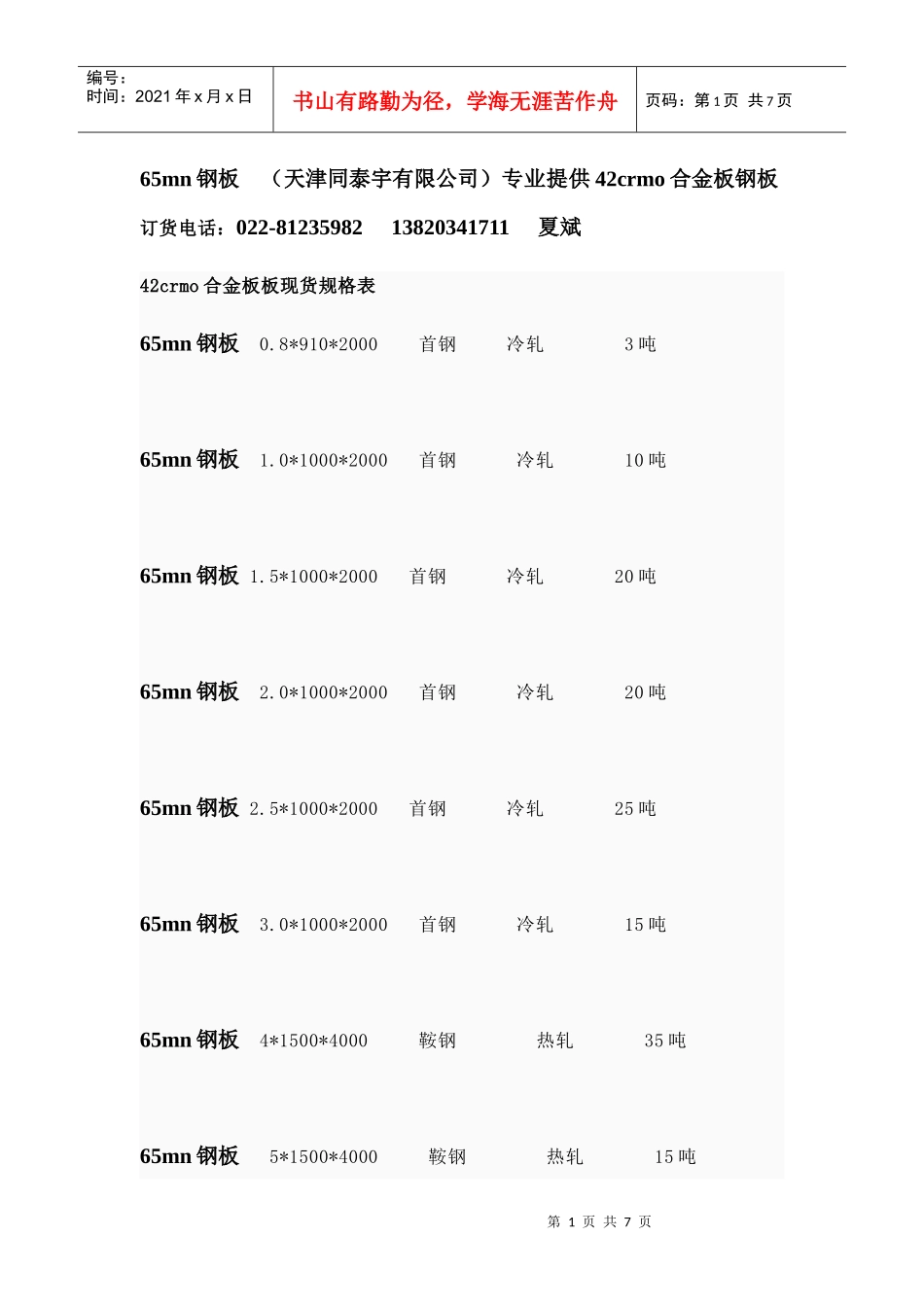
第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页65mn钢板(天津同泰宇有限公司)专业提供42crmo合金板钢板订货电话:022-8123598213820341711夏斌42crmo合金板板现货规格表65mn钢板0
8*910*2000首钢冷轧3吨65mn钢板1
0*1000*2000首钢冷轧10吨65mn钢板1
5*1000*2000首钢冷轧20吨65mn钢板2
0*1000*2000首钢冷轧20吨65mn钢板2
5*1000*2000首钢冷轧25吨65mn钢板3
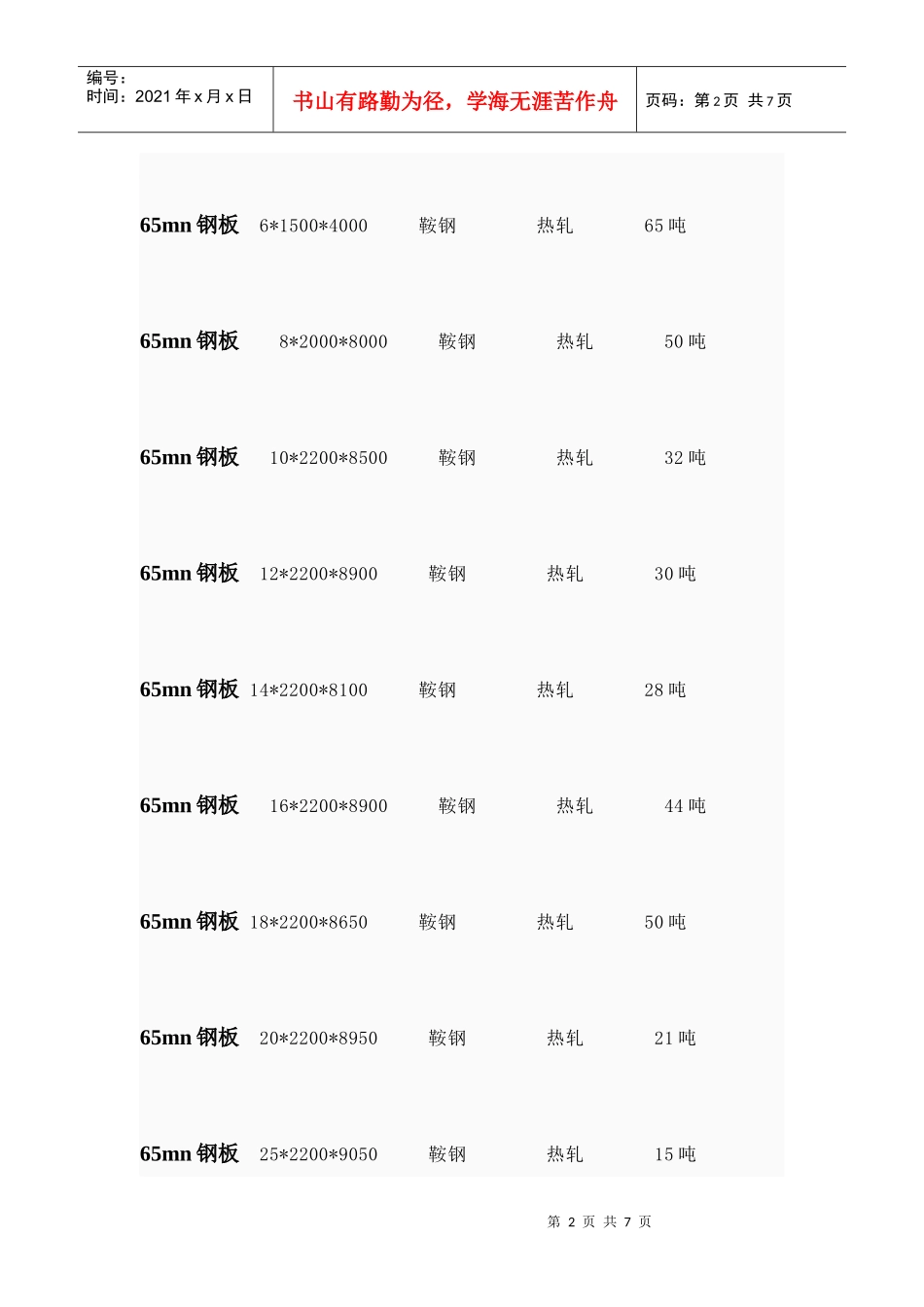
0*1000*2000首钢冷轧15吨65mn钢板4*1500*4000鞍钢热轧35吨65mn钢板5*1500*4000鞍钢热轧15吨第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页65mn钢板6*1500*4000鞍钢热轧65吨65mn钢板8*2000*8000鞍钢热轧50吨65mn钢板10*2200*8500鞍钢热轧32吨65mn钢板12*2200*8900鞍钢热轧30吨65mn钢板14*2200*8100鞍钢热轧28吨65mn钢板16*2200*8900鞍钢热轧44吨65mn钢板18*2200*8650鞍钢热轧50吨65mn钢板20*2200*8950鞍钢热轧21吨65mn钢板25*2200*9050鞍钢热轧15吨第3页共7页第2页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共7页65mn钢板30*2200*9150鞍钢热轧17吨65mn钢板35*2200*8900鞍钢热轧24吨65mn钢板40*2200*10500鞍钢热轧26吨65mn钢板45*2200*9500鞍钢热轧31吨65mn钢板50*2200*8700鞍钢热轧65吨65mn钢板60*2200*8950鞍钢热轧35吨