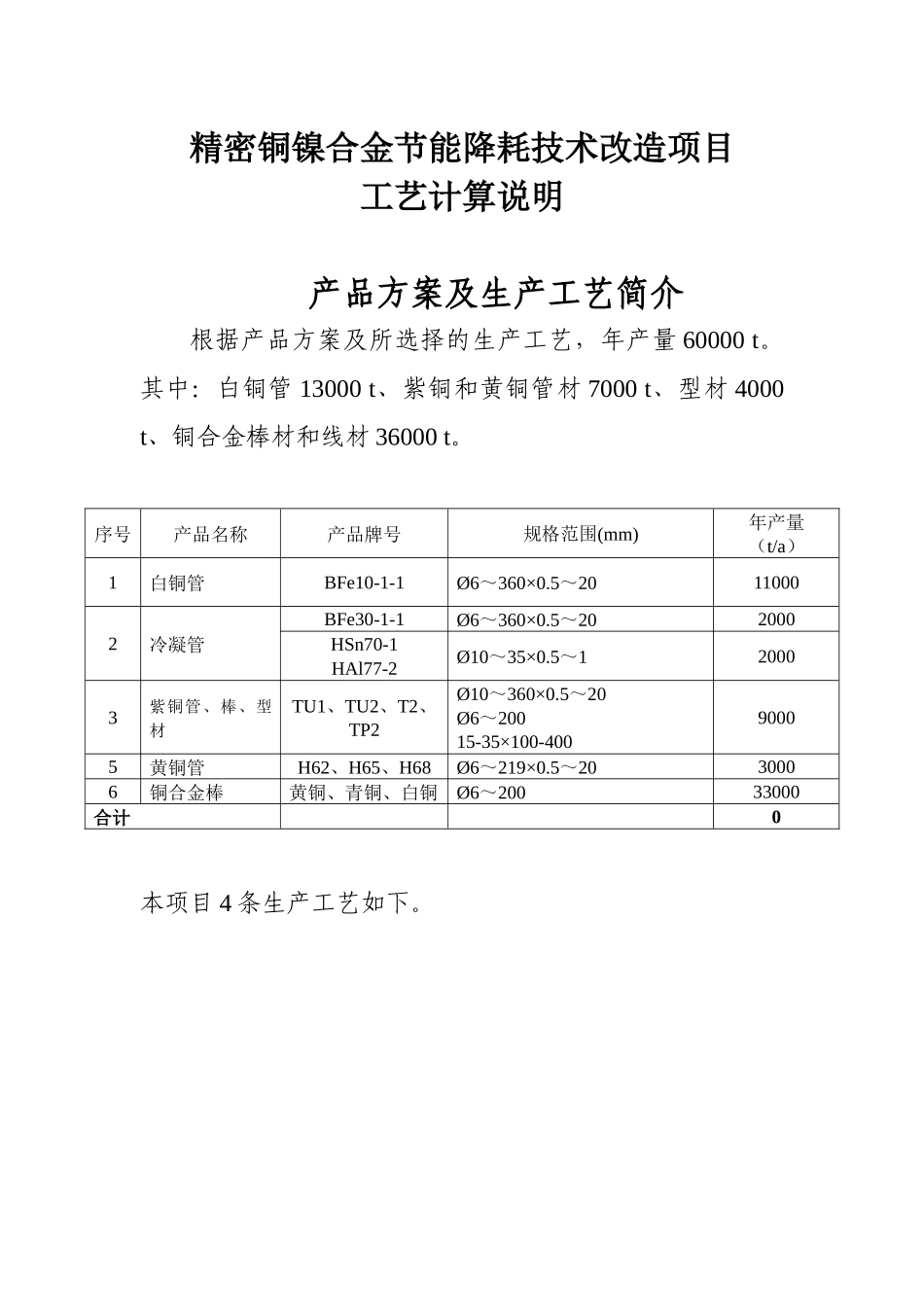
精密铜镍合金节能降耗技术改造项目工艺计算说明产品方案及生产工艺简介根据产品方案及所选择的生产工艺,年产量60000t
其中:白铜管13000t、紫铜和黄铜管材7000t、型材4000t、铜合金棒材和线材36000t
序号产品名称产品牌号规格范围(mm)年产量(t/a)1白铜管BFe10-1-1Ø6~360×0
5~20110002冷凝管BFe30-1-1Ø6~360×0
5~202000HSn70-1HAl77-2Ø10~35×0
5~120003紫铜管、棒、型材TU1、TU2、T2、TP2Ø10~360×0
5~20Ø6~20015-35×100-40090005黄铜管H62、H65、H68Ø6~219×0
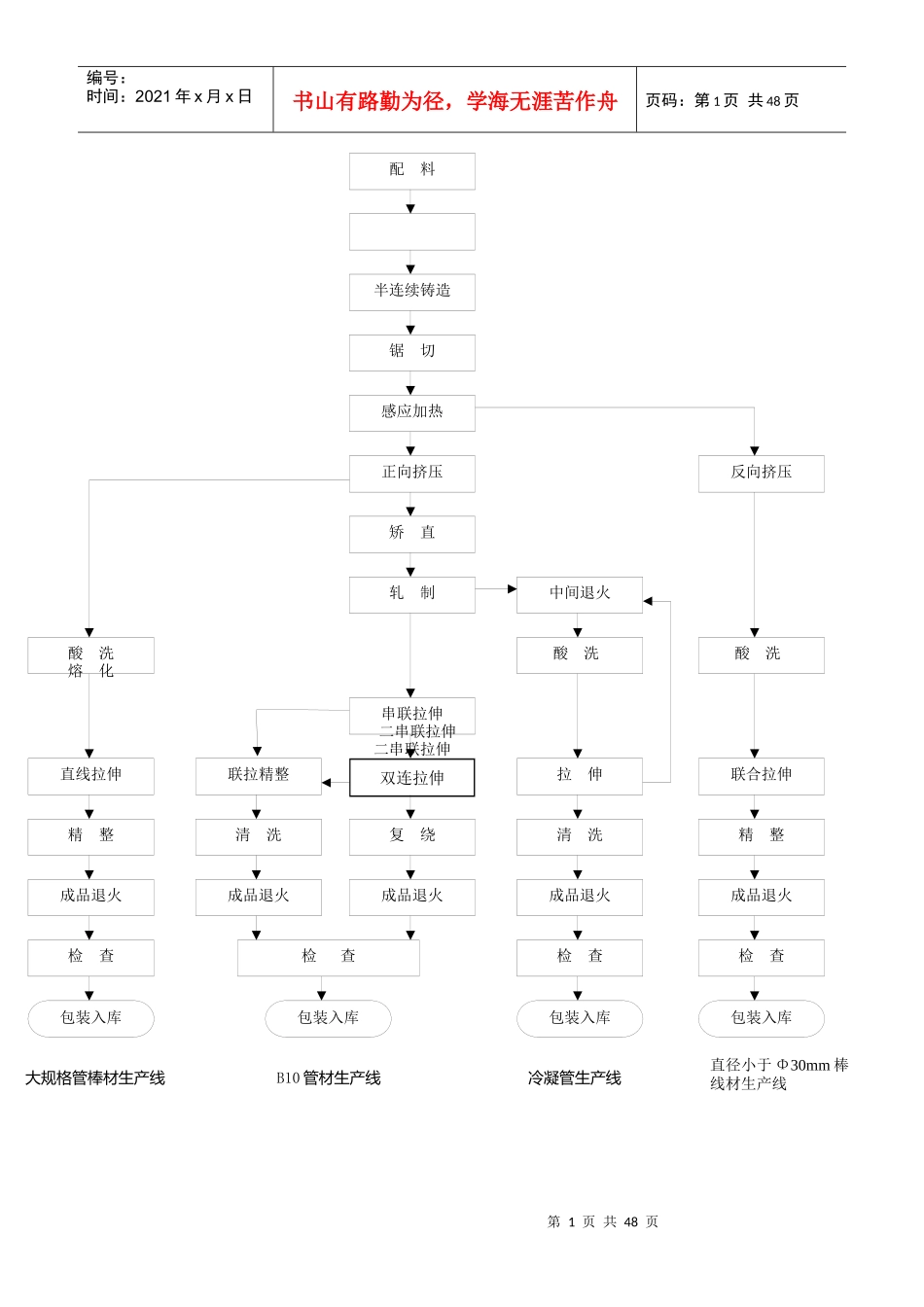
5~2030006铜合金棒黄铜、青铜、白铜Ø6~20033000合计0本项目4条生产工艺如下
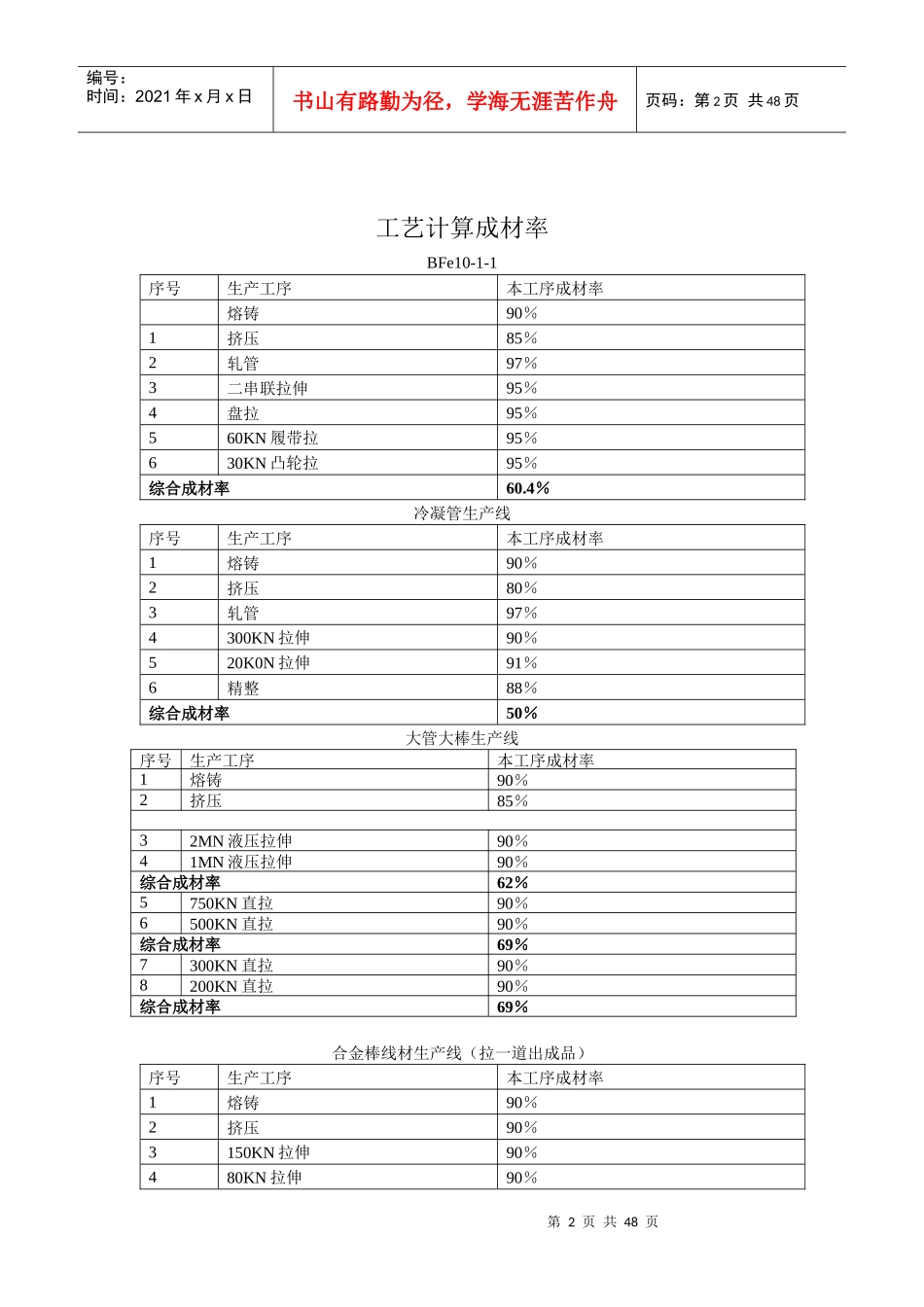
第1页共48页大规格管棒材生产线B10管材生产线冷凝管生产线直径小于Φ30mm棒线材生产线配料半连续铸造锯切感应加热正向挤压双连拉伸复绕轧制成品退火精整串联拉伸二串联拉伸二串联拉伸联拉精整拉伸成品退火清洗包装入库包装入库精整成品退火成品退火联合拉伸清洗直线拉伸酸洗熔化反向挤压矫直中间退火酸洗酸洗包装入库成品退火检查检查检查检查包装入库编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共48页第2页共48页第1页共48页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共48页工艺计算成材率BFe10-1-1序号生产工序本工序成材率熔铸90%1挤压85%2轧管97%3二串联拉伸95%4盘拉95%560KN履带拉95%630KN凸轮拉95%综合成材率60
4%冷凝管生产线序号生产工序本工序成材率1熔铸90%2挤压80%3轧管97%4300KN拉伸90%520K0N拉伸91%6精整88%综合成材率50%大管大棒生产线合金棒线材生产线(拉一