第1页共16页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共16页拨叉零件加工完成图所示拨叉零件加工
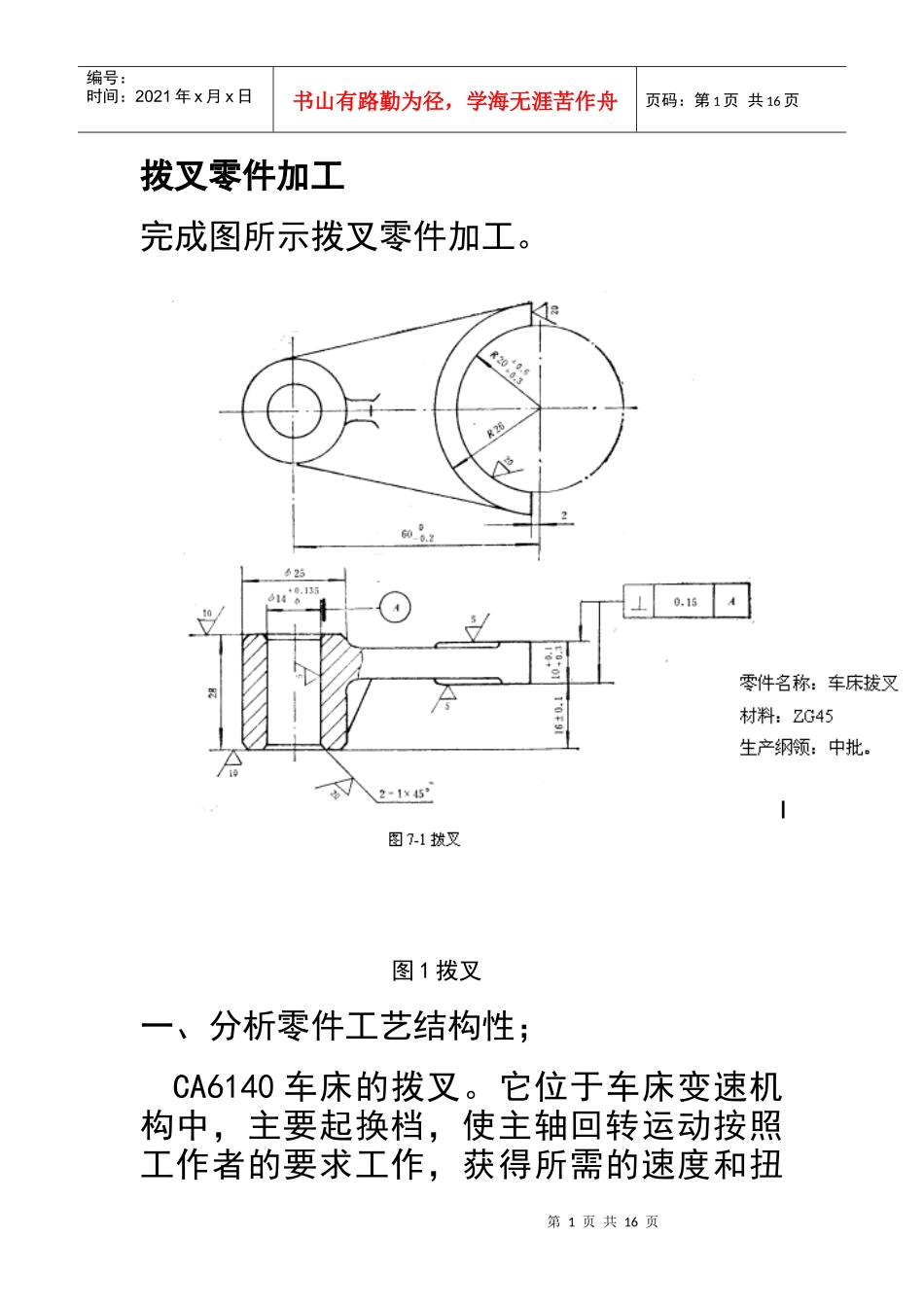
图1拨叉一、分析零件工艺结构性;CA6140车床的拨叉
它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭第2页共16页第1页共16页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共16页矩的作用
通过上方的力拨动下方的齿轮变速
两件零件铸为一体,加工时分开
(1)以φ14为中心的加工表面这一组加工表面包括:φ14的孔,以及其上下端面,上端面与孔有位置要求(2)以φ40为中心的加工表面这一组加工表面包括:φ40的孔,以及其上下两个端面
这两组表面有一定的位置度要求,即φ40的孔上下两个端面与φ14的孔有垂直度要求
由上面分析可知,加工时应先加工一组表面,再以这组加工后表面为基准加工另外一组
二、选用毛坯或明确来料状况;零件材料为ZG45
考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,故选择铸件毛坯
有的采用HT200三、基面的选择基面选择是工艺规程设计中的重要工作之一
基面选择得正确与合理可以使加工第3页共16页第2页共16页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共16页质量得到保证,生产率得以提高
否则,加工工艺过程中回问题百出,更有甚者,还会造成零件的大批报废,是生产无法正常进行
(1)粗基准的选择
对于零件而言,尽可能选择不加工表面为粗基准
而对有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作粗基准
根据这个基准选择原则,现选取φ14孔的不加工外轮廓表面作为粗基准,利用一组共两块V形块支承这两个φ25作主要定位面,限制5个自由度,再以一个销钉限制最后1个自由度,达到完全定位,然后进行铣削(2)精基准的选择